40
10 Faults and troubleshooting EX-TRAFIRE
®
105HD
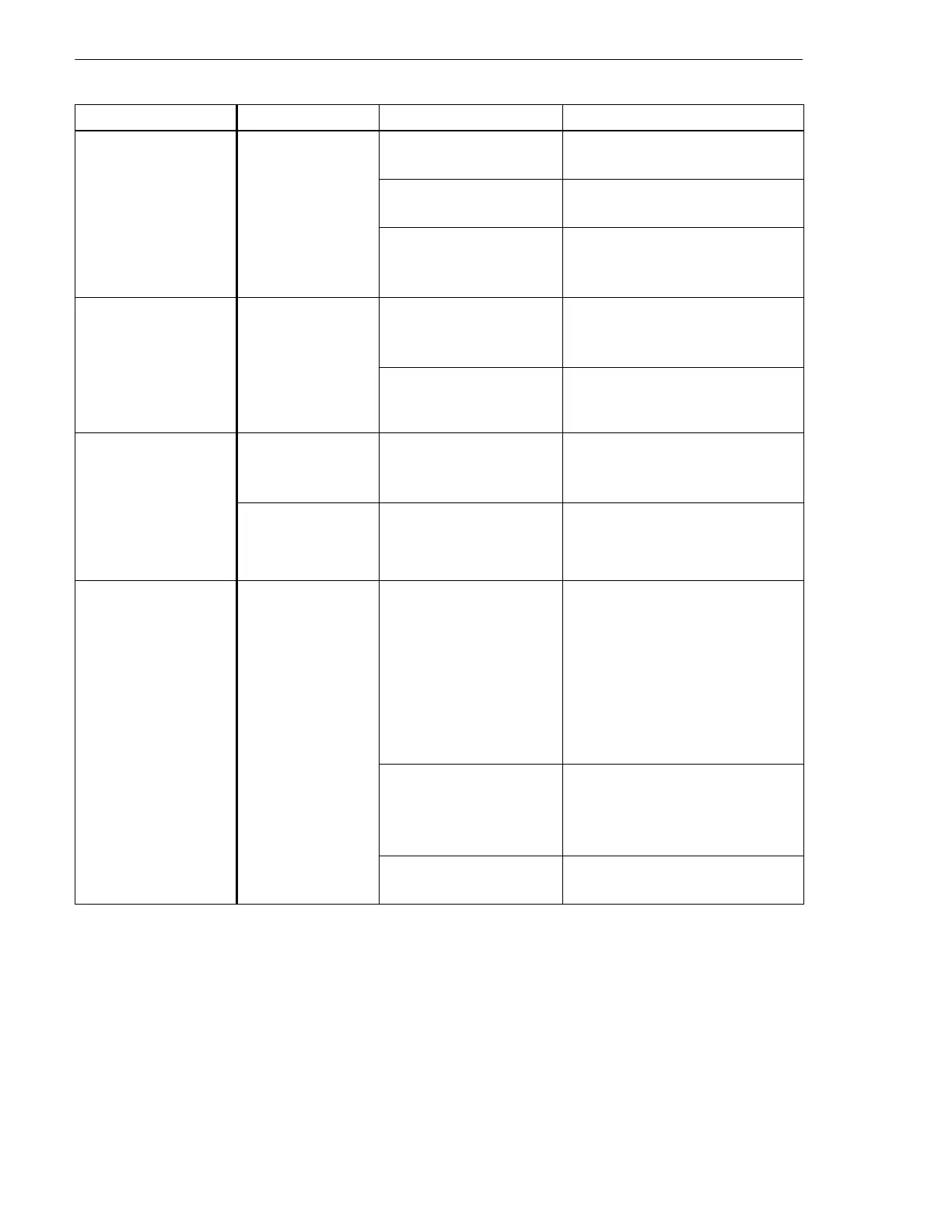
Table 15 General faults
Fault Description Cause Troubleshooting
Switch is set to ON,
LCD does not
illuminate.
No/low input
power voltage.
Power supply is
insufficient.
Check the input power
voltage.
Power cable is not
connected.
Plug the input power plug
into the socket.
Switch is defective. Switch must be replaced by
a certified electrician or
trained personnel.
Gas does not flow
when the torch
trigger is pressed
or the CNC start
signal is switched
on.
Gas valve
defective or gas
hose loose.
Hose to gas valve
loose or not
connected.
Connect hose to gas valve.
Tighten correctly.
Gas valve is defective. Contact your retailer.
Arc does not ignite
and there is no
fault code when
torch trigger is
pressed or the
CNC start signal
switched is on.
Incorrect cutting
torch type is
connected.
Cutting torch type is
incorrect.
Verify the proper cutting
torch is connected.
Incorrect gas
pressure.
Consumables are
defective or
improperly installed.
Check consumables and
replace, if necessary.
No transfer
between pilot arc
and workpiece.
Poor contact
between work
lead clamp and
workpiece.
No contact between
work lead clamp and
workpiece.
Remove contamination
and/or oxidation from the
workpiece and the work
lead clamp.
.Attach the work lead
clamp to the workpiece in
order to allow maximum
electrical conduction.
Standoff between
cutting torch and
workpiece is too
great.
Decrease the standoff
between cutting torch and
workpiece.
Work lead is
defective.
Replace the work lead.