53
6. Machine Accuracy Measurement and Adjustment
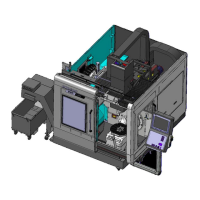
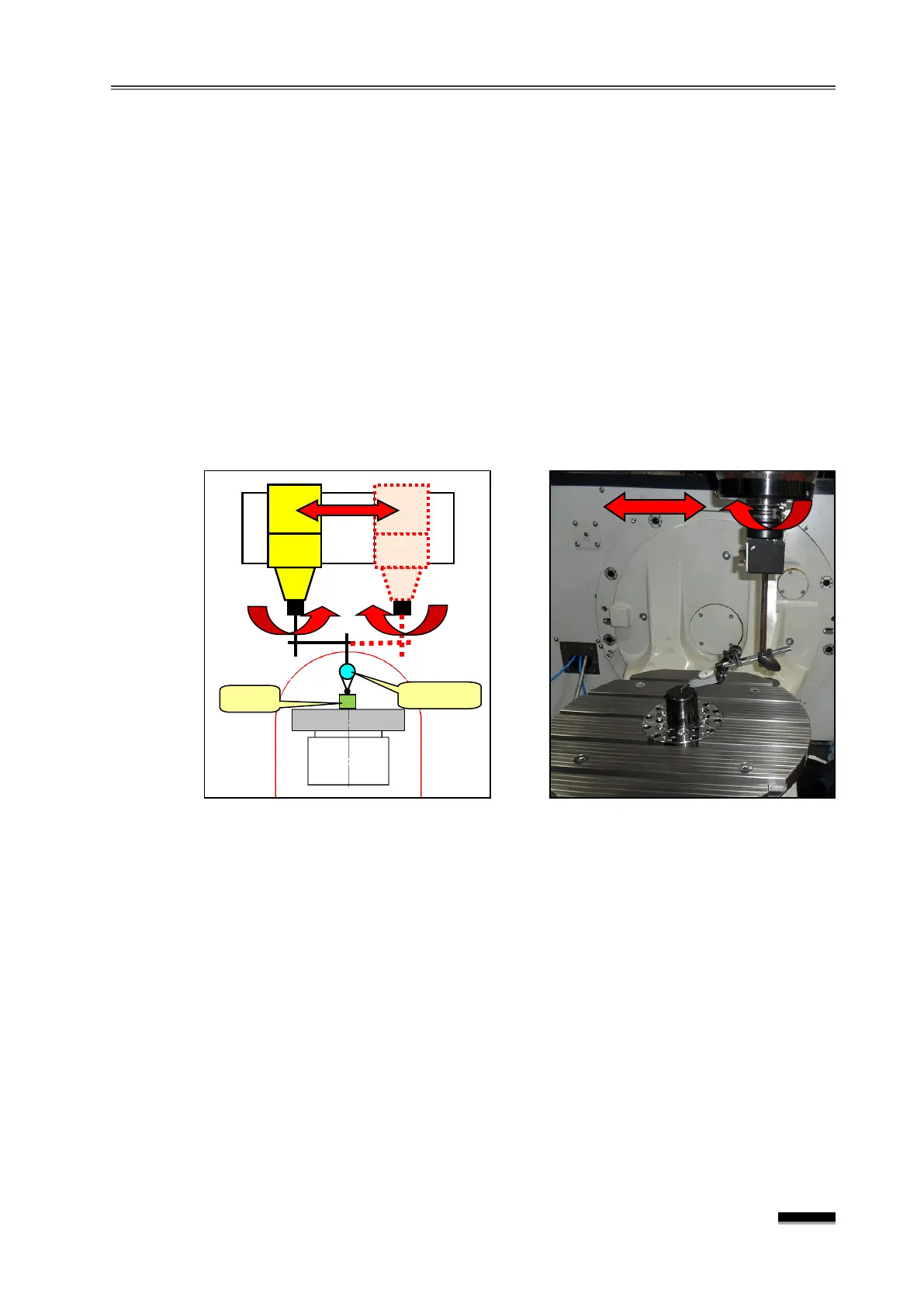
6.7 Spindle centerline and X-axis movement squareness (X-Z plane)
Measurement
① Install the indicator hold on the end of the spindle and bend so that the needle is
about 150mm from the spindle center and place the axis near Y0., X150.
② Rotate the spindle by hand until the indicator is parallel to the X-axis inside the table,
and then place the block on the table top to perform “0” setting.
③ Rotate the spindle backwards by hand, and measure the block with the indicator at
the same position by moving the X-axis.
▶ Measurement position : When the spindle is in the X150. and X-150. positions,
the height of the block at a certain point on the table
surface.
▶ Tolerance : 0.010mm / 300mm
In general, it is highly unlikely that deformations of the axial or spindle squareness will
occur in an L/M guide machine. However, in the case of squareness deformation due to
a severe collision, etc., the squareness can be corrected by adjusting the thickness of
the liner to be assembled in the spindle housing assembly area.
※ In this case, the squareness must be corrected after loosening the spindle housing
fixing bolt to see whether the housing has been pushed to one side due to an
unexpected impact.
For the Z-axis L/M Guide, never loosen the fixing bolt unless there is any
straightness irregularity.