77
6. Machine Accuracy Measurement and Adjustment
6.15 Run-Out of Spindle Internal Diameter
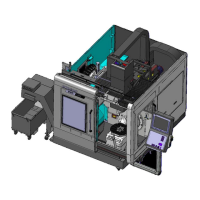
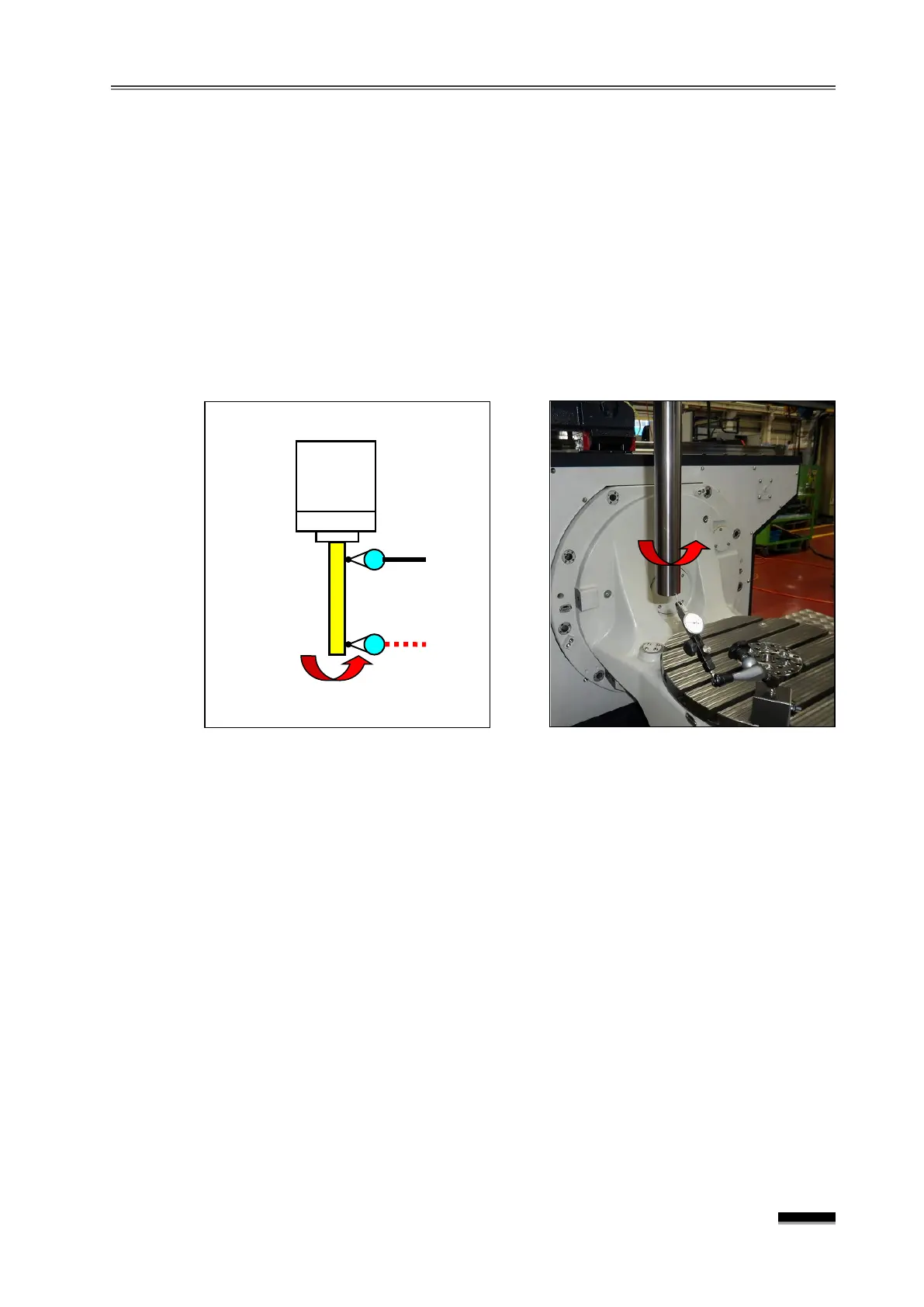
Install the test bar on the spindle and turn the spindle at low speed or manually, with the
indicator touching the entrance and at 300 mm from the entrance. Rotate the spindle
manually or at low speed to measure the run-out, and take the maximum run-out as the
measured value.
▶
Measurement position : Test-Bar entrance and 300 mm from the entrance
▶
Tolerance : Entrance : 0.005 mm,
300 : 0.012mm
① Because there is a possibility of dents etc. forming on the spindle taper surface,
remove the pull stud using a test bar or a new tool, apply a thin red lead or stamp
pad to the taper portion, rub the taper surface against another, and, from the touched
traces, smooth the dented areas using sandpaper.
※ You must not polish the taper surface with a grinder or such like, and when the
taper surface is seriously damaged, the spindle must be re-polished.
② Touch an indicator to the Spindle Taper surface to check Run-Out. If the
measurement exceeds 0.005 mm, the Spindle Main Bearing or the Main Spindle
could be the cause of the problem. Replace or repair the bearing or the spindle if
necessary.
300 mm
position