78
6. Machine Accuracy Measurement and Adjustment
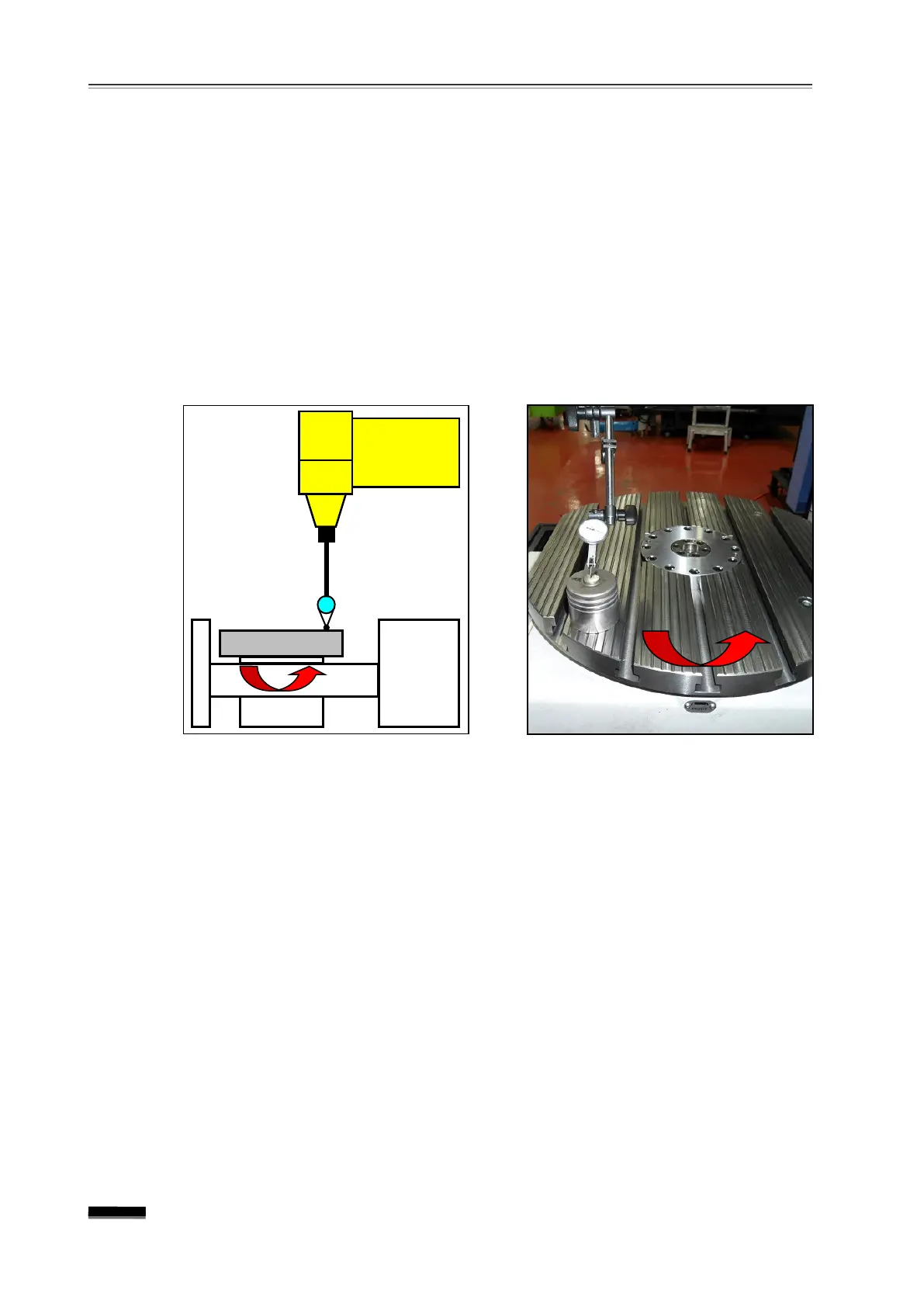
6.16 Run-Out of Table Top Surface
In the B0. condition, install an indicator on the spindle, set the indicator to “0 ” while a
gage is making contact with the table top at a point 150mm away from the center, and
take the maximum difference in height as the measured value by rotating the C-axis in
the Handle Mode.
▶ Measurement position : A point on the table top 150mm away from the table top
center
▶ Tolerance : 0.020mm / Ø300mm
Because the table top run-out is related to the C-axis bearing and table precision, it is
highly unlikely to go wrong. However, if there is a problem, adjust it as follows:
① In the event of severe collision: As C-axis bearing deformation is a possible cause,
replacement of the bearing should be considered.
② Deformation, etc. of the actual table: Re-polish the table top surface.