61
6. Machine Accuracy Measurement and Adjustment
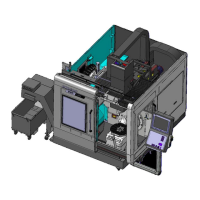
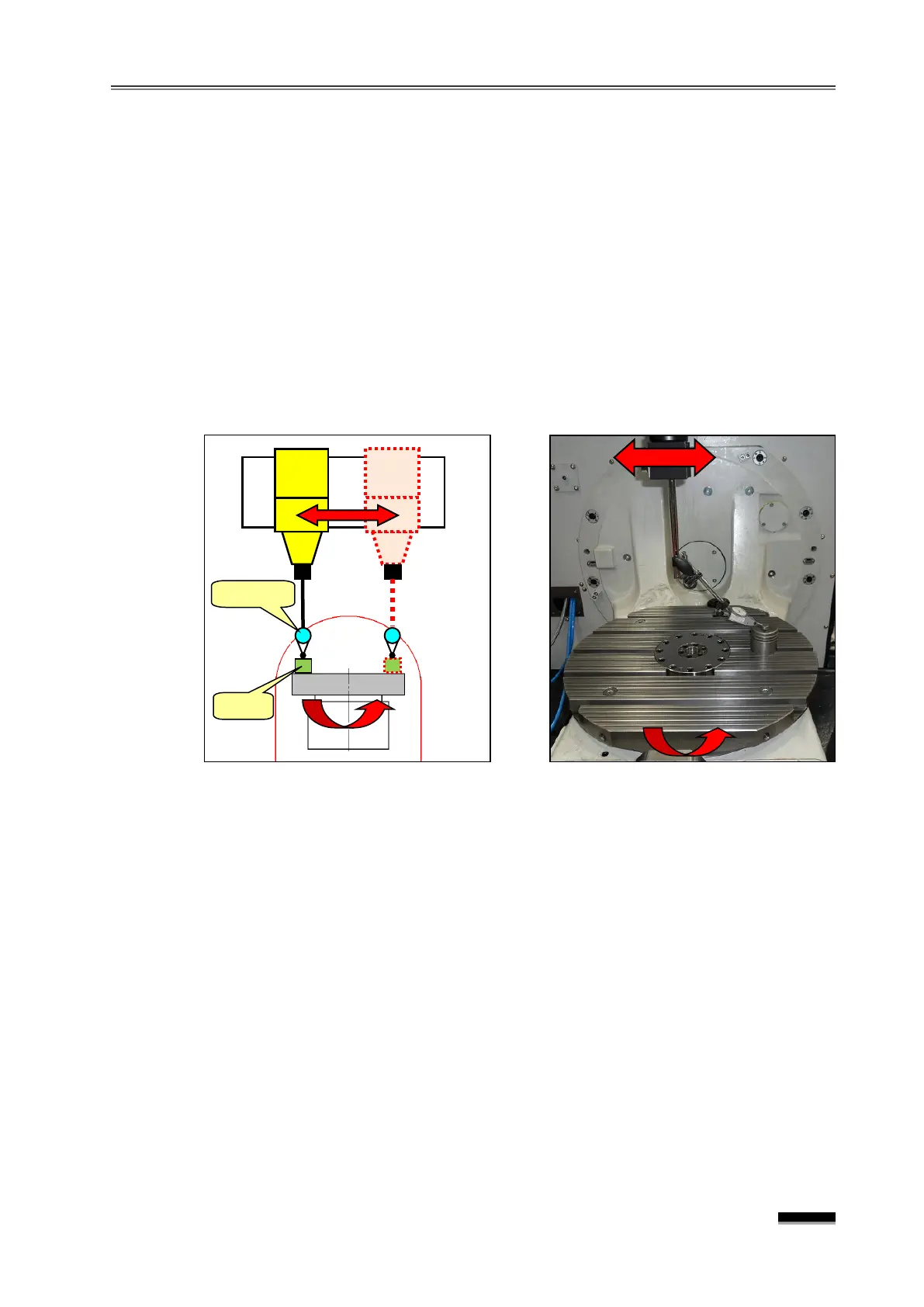
6.9 C-axis centerline and X-axis movement squareness
① Place the block in the X-axis direction at a point about 150mm from the table top
center, set up an indicator on the spindle end at the “X-150., Y0.”
block to “0 ”.
② Rotate the C-axis by 180°.③ Transfer the X-axis to the X150. Position, and then
measure the height with the block.
▶ Measurement position : Height of the same block position of X-150. and X150.
position
▶ Tolerance : 0.010mm / 300mm
Since the L/M Guide is assembled in the spindle head body, it is highly unlikely that the
C-axis centerline and the X-axis direction movement squareness will be wrong.
However, in the event of inaccuracy, check the following accuracies related and review
the error amount and direction before making the necessary corrections.
① B-axis reference point
② Table top and X-axis feed parallelism
③ Table top run-out
④ Spindle centerline and X-axis movement squareness