43
6. Machine Accuracy Measurement and Adjustment
6.2 Y Axis Movement Straightness
- Z plane
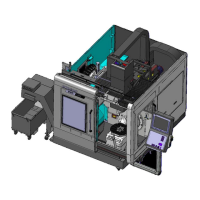
① Measurement
Place two blocks whose height is equal in the Y-axis direction on the table and place
a straight edge over it in the upright position, and then set up an indicator on the
spindle head and set it to “0 ”
at both ends of the
upper side of the straight edge, and
measure the maximum difference (i.e. the measurement in the middle) while moving
the Y-axis.
▪ If the measurement value is not “0” when measuring one end with the other
to “0,” take half the amount of the error as the measurement value.
※ If a Straight Edge has not been prepared, measure both ends and the center on
the Y-axis plane of a square ruler instead, when measuring the Y-Z squareness.
▶ Measurement position : Both ends and the center of the straight edge.
▶ Tolerance : 0.005mm / 300mm
② Adjustment
If the straightness on the Y-Z plane of Y-axis is wrong, an irregularity of the machine
feed level could be a possible cause, in which case re-leveling should be performed
by referring to “Machine Level Operation.”
▪ If the problem is not resolved by re-leveling as mentioned above, a Y-axis LM
Guide defect or an LM Guide misalignment could be another possible cause, in
which case it will be necessary to replace the LM Guide or re-align it to resolve the
problem.