66
6. Machine Accuracy Measurement and Adjustment
[3] Parallelism & Run Out
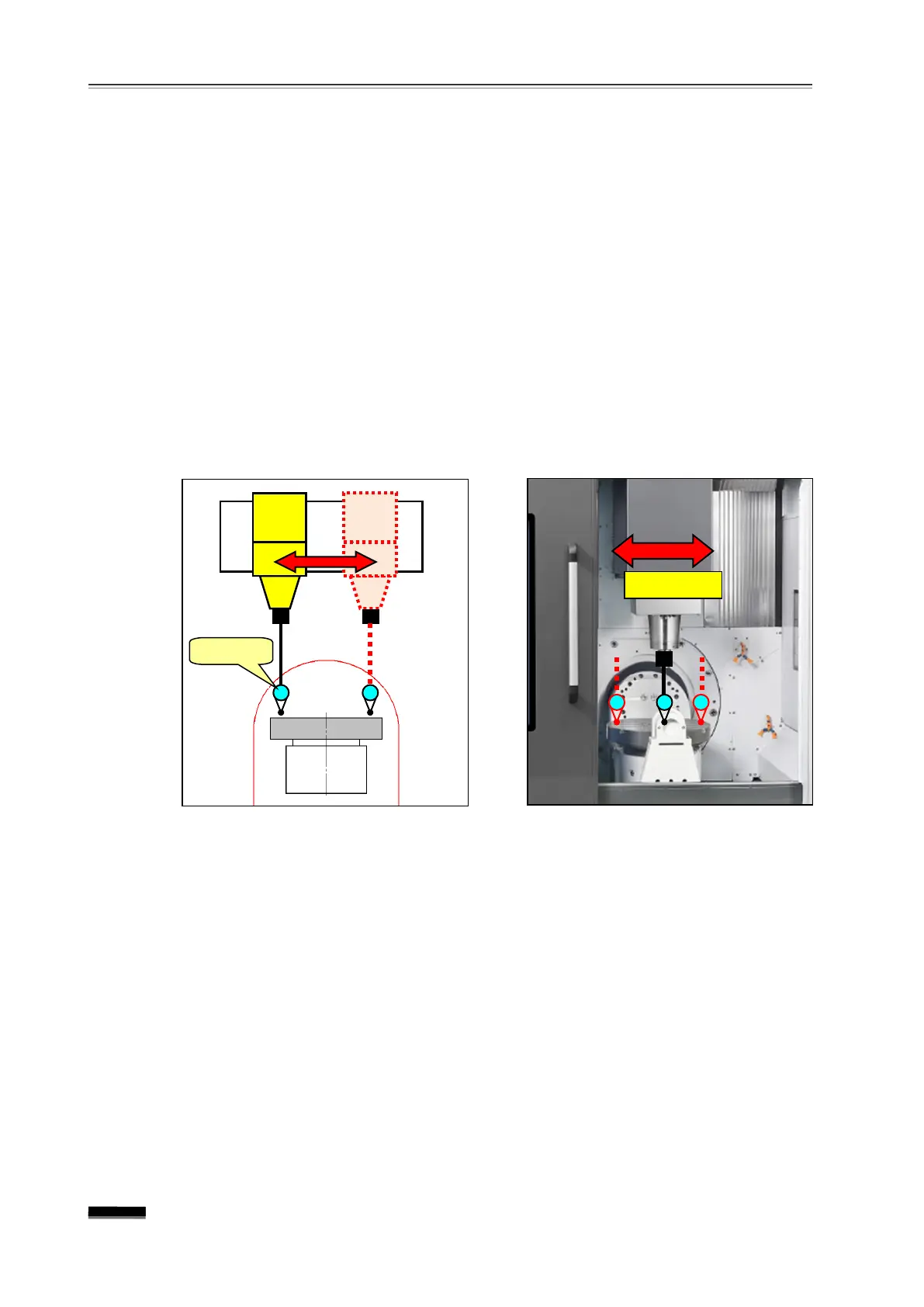
6.11 Table top and X-axis feed parallelism
Measurement
① After setting up an indicator on the spindle, transfer the X-axis to X-150.
② Perform “0” setting on the indicator set up to the spindle at a table surface about
150mm away from the table center in the Y-axis “ -” direction.
③ Move the X-axis about 300mm in the “+” direction and measure the error amount
shown on the indicator.
▶
Measurement position : Height of the same table top position of X-
position
▶ Tolerance : 0.010mm / 300mm
) Adjustment
Adjust the table top and X-axis feed parallelism by setting the B-axis machine reference