- 77 -
TIG four-stroke welding process
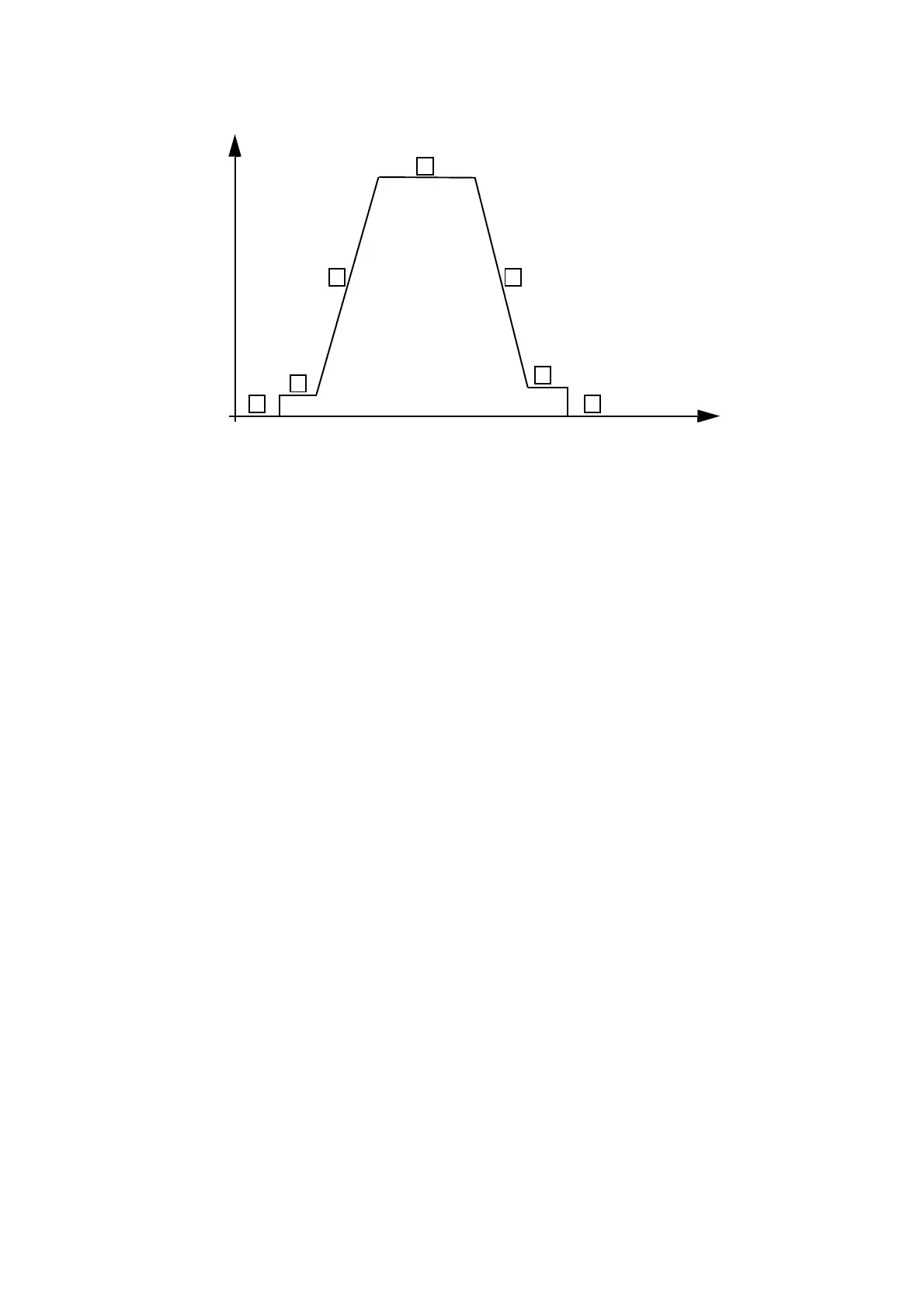
1. The gas pre-flow time has an internal fixed default value.
2. Set ignition current I1 using the potentiometer (25).
3. Set Up-Slope using the potentiometer (9), at maximum (I2=400A) a ramp time of 10s is
obtained. The ramp time is dependant on the set welding current I2.
4. Set welding current I2 using the potentiometer (27).
5. Set Down-Slope using the potentiometer (14), at maximum (I2=400A) a ramp time of 10s is
obtained. The ramp time is dependant on the set welding current I2.
6. Set final current I3 using the potentiometer (30)
7. Set gas post-flow time using the potentiometer (18) 0.2–30 s.
7.1.3 TIG TWO-STROKE WELDING
Step 1: By pressing the torch switch the gas flows for the preset time and the ARC ignites at a
current level set by potentiometer I1 (25).
After a fixed time the current rises at a rate set by the up-slope control (9) to the welding
current value set by the potentiometer I2 (27).
Step 2: By releasing the torch button, the current slopes down to the set final current in the time
set using the potentiometer Down-Slope. Afterwards, the arc extinguishes and the gas
post-flow time runs off.
2
4
5
6
7
3
1