-84-
Model G0776 (Mfd. Since 7/14)
Adjusting Spindle
Bearing Preload
4. Place chuck wrench in camlock socket to
keep spindle from rotating, and loosen outer
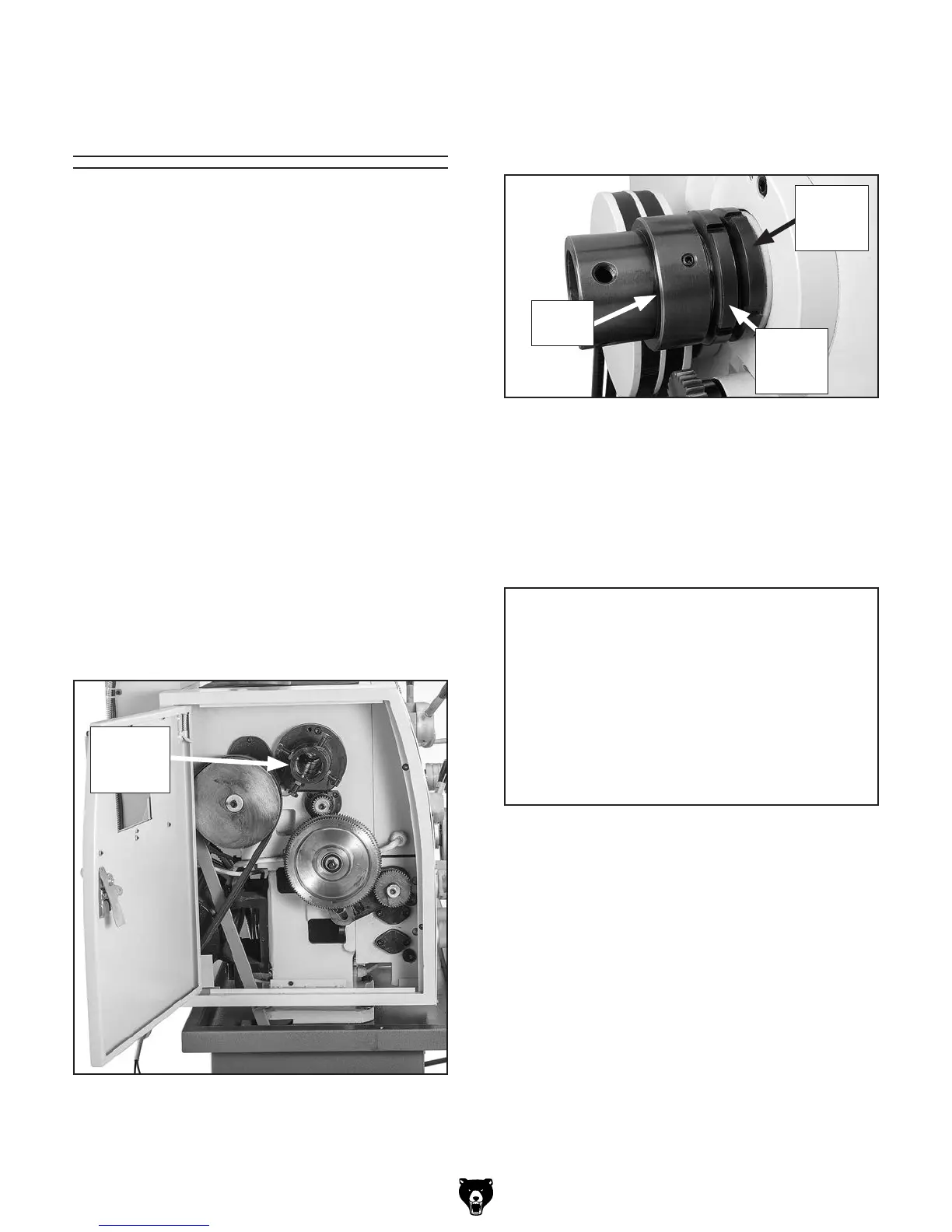
spanner nut (see Figure 143) two turns.
Removing spider hub is not necessary.
Figure 143. Spindle spanner nuts.
Inner
Spanner
Nut
Outer
Spanner
Nut
Spider
Hub
5. Loosen inner spanner nut one turn.
Note: You may have to tap on the outboard
end of the spindle as explained in Step 6, to
help unload the spindle and break the span-
ner nut loose.
NOTICE
For the next step, DO NOT strike the wood-
en block with excessive force. If you do,
you can cause the tapered roller bearings
to indent the mating races. If this dam-
age occurs, one or more spindle bearings
will have to be replaced, as this damage
will generate vibration at higher spindle
speeds.
This lathe is shipped from the factory with the
spindle bearing preload set. If the spindle ever
develops end-play and the workpiece finish suf-
fers, you can re-establish the bearing preload,
remove the end-play, and correct the workpiece
finish issue.
Tools Needed Qty
Hook-Style Spanner Wrench 68-75mm ............. 1
Dial Indicator with Magnetic Base ..................... 1
Heavy Dead Blow Hammer ............................... 1
Wooden Block ................................................... 1
Figure 142. Location of outboard end of spindle.
Outboard
End of
Spindle
1. Run lathe for 20 minutes on high speed to
bring lathe to normal operating temperature.
2. DISCONNECT LATHE FROM POWER!
3. Remove chuck and spider bolts, then shift
spindle to neutral and remove headstock
gear cover to access outboard end of spindle
(see Figure 142).
Adjusting Preload