HEIDENHAIN iTNC 530 127
4.8 THREAD DRILLING/MILLING (Cycle 264, DIN/ISO: G264)
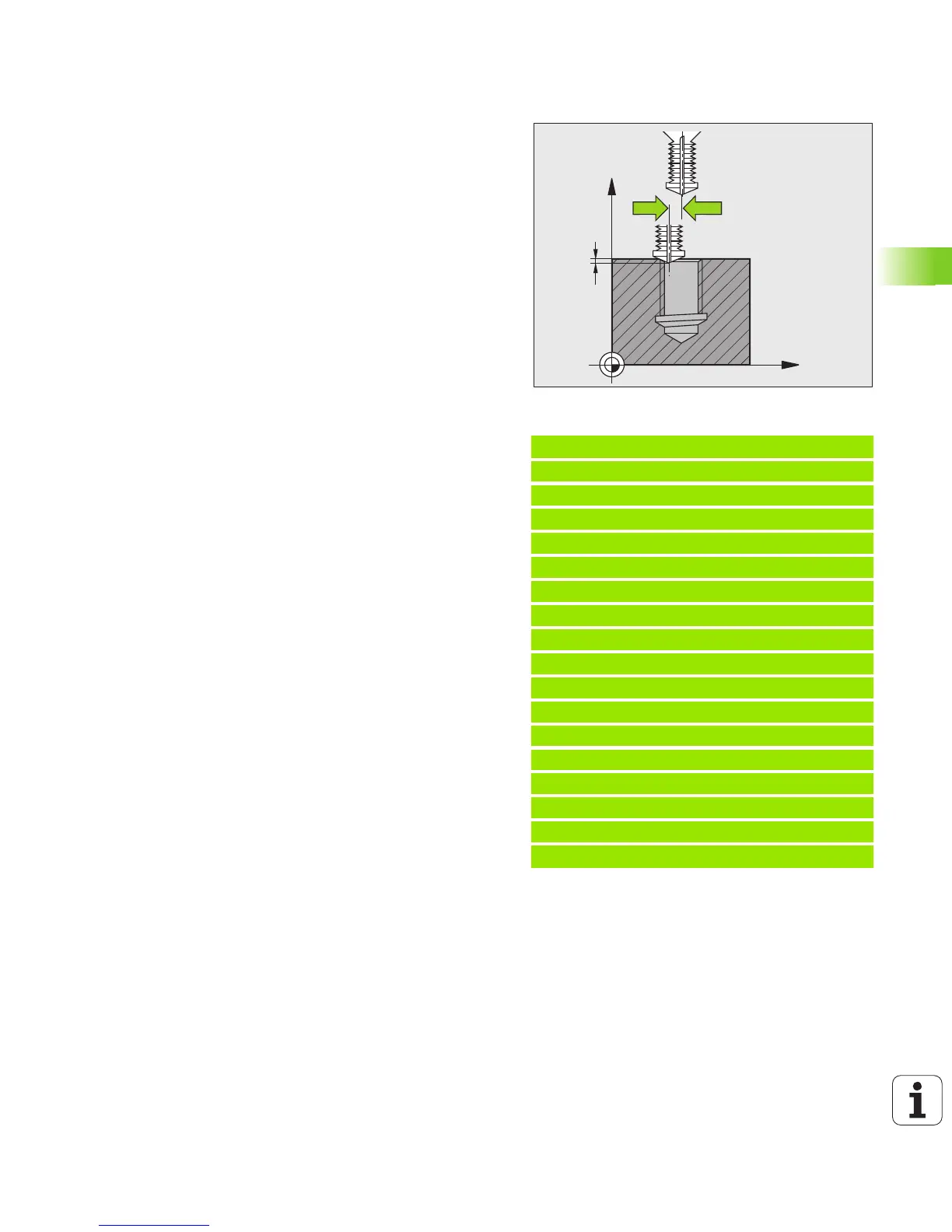
U Depth at front Q358 (incremental): Distance
between tool tip and the top surface of the workpiece
for countersinking at the front of the tool. Input range
-99999.9999 to 99999.9999
U Countersinking offset at front Q359 (incremental):
Distance by which the TNC moves the tool center
away from the hole center. Input range 0 to
99999.9999
U Setup clearance Q200 (incremental): Distance
between tool tip and workpiece surface. Input range
0 to 99999.9999, alternatively PREDEF
U Workpiece surface coordinate Q203 (absolute):
Coordinate of the workpiece surface. Input range:
-99999.9999 to 99999.9999
U 2nd setup clearance Q204 (incremental): Coordinate
in the spindle axis at which no collision between tool
and workpiece (fixtures) can occur. Input range 0 to
99999.9999, alternatively PREDEF
U Feed rate for plunging Q206: Traversing speed of
the tool during drilling in mm/min. Input range: 0 to
99999.999; alternatively FAUTO, FU.
U Feed rate for milling Q207: Traversing speed of the
tool during milling in mm/min. Input range: 0 to
99999.9999, alternatively FAUTO.
Example: NC blocks
25 CYCL DEF 264 THREAD DRILLNG/MLLNG
Q335=10 ;NOMINAL DIAMETER
Q239=+1.5 ;PITCH
Q201=-16 ;DEPTH OF THREAD
Q356=-20 ;TOTAL HOLE DEPTH
Q253=750 ;F PRE-POSITIONING
Q351=+1 ;CLIMB OR UP-CUT
Q202=5 ;PLUNGING DEPTH
Q258=0.2 ;ADVANCED STOP DISTANCE
Q257=5 ;DEPTH FOR CHIP BRKNG
Q256=0.2 ;DIST. FOR CHIP BRKNG
Q358=+0 ;DEPTH AT FRONT
Q359=+0 ;OFFSET AT FRONT
Q200=2 ;SETUP CLEARANCE
Q203=+30 ;SURFACE COORDINATE
Q204=50 ;2ND SETUP CLEARANCE
Q206=150 ;FEED RATE FOR PLNGNG
Q207=500 ;FEED RATE FOR MILLING

 Loading...
Loading...



