HEIDENHAIN iTNC 530 103
3.11 Programming Examples
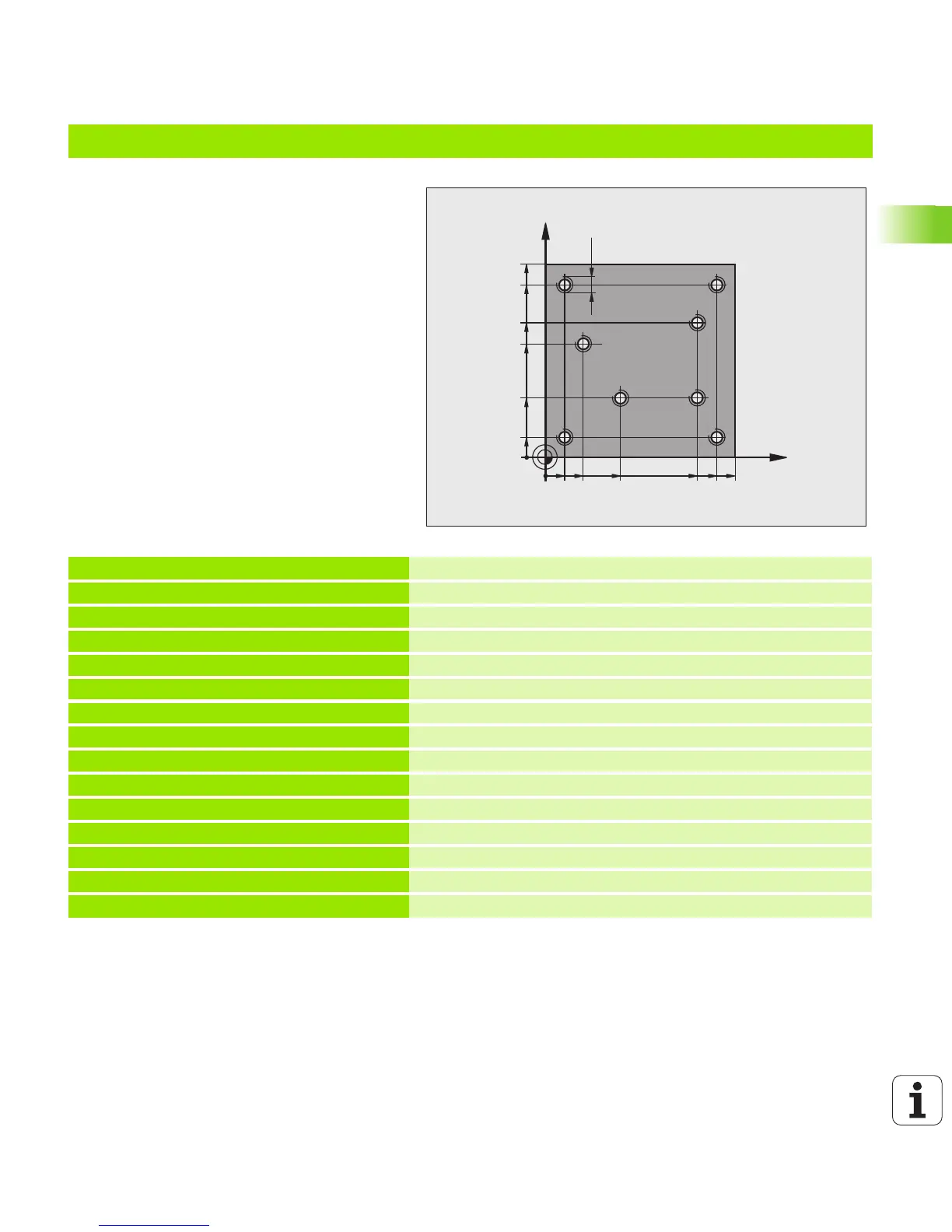
Example: Using drilling cycles in connection with PATTERN DEF
The drill hole coordinates are stored in the
pattern definition PATTERN DEF POS and are called
by the TNC with CYCL CALL PAT:
The tool radii are selected so that all work steps
can be seen in the test graphics.
Program sequence
Centering (tool radius 4)
Drilling (tool radius 2.4)
Tapping (tool radius 3)
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definition of workpiece blank
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL CALL 1 Z S5000
Call the centering tool (tool radius 4)
4 L Z+10 R0 F5000
Move tool to clearance height (enter a value for F)
The TNC positions to the clearance height after every cycle
5 PATTERN DEF
Define all drilling positions in the point pattern
POS1( X+10 Y+10 Z+0 )
POS2( X+40 Y+30 Z+0 )
POS3( X+20 Y+55 Z+0 )
POS4( X+10 Y+90 Z+0 )
POS5( X+90 Y+90 Z+0 )
POS6( X+80 Y+65 Z+0 )
POS7( X+80 Y+30 Z+0 )
POS8( X+90 Y+10 Z+0 )