64 Using Fixed Cycles
2.3 Pattern Definition PATTERN DEF
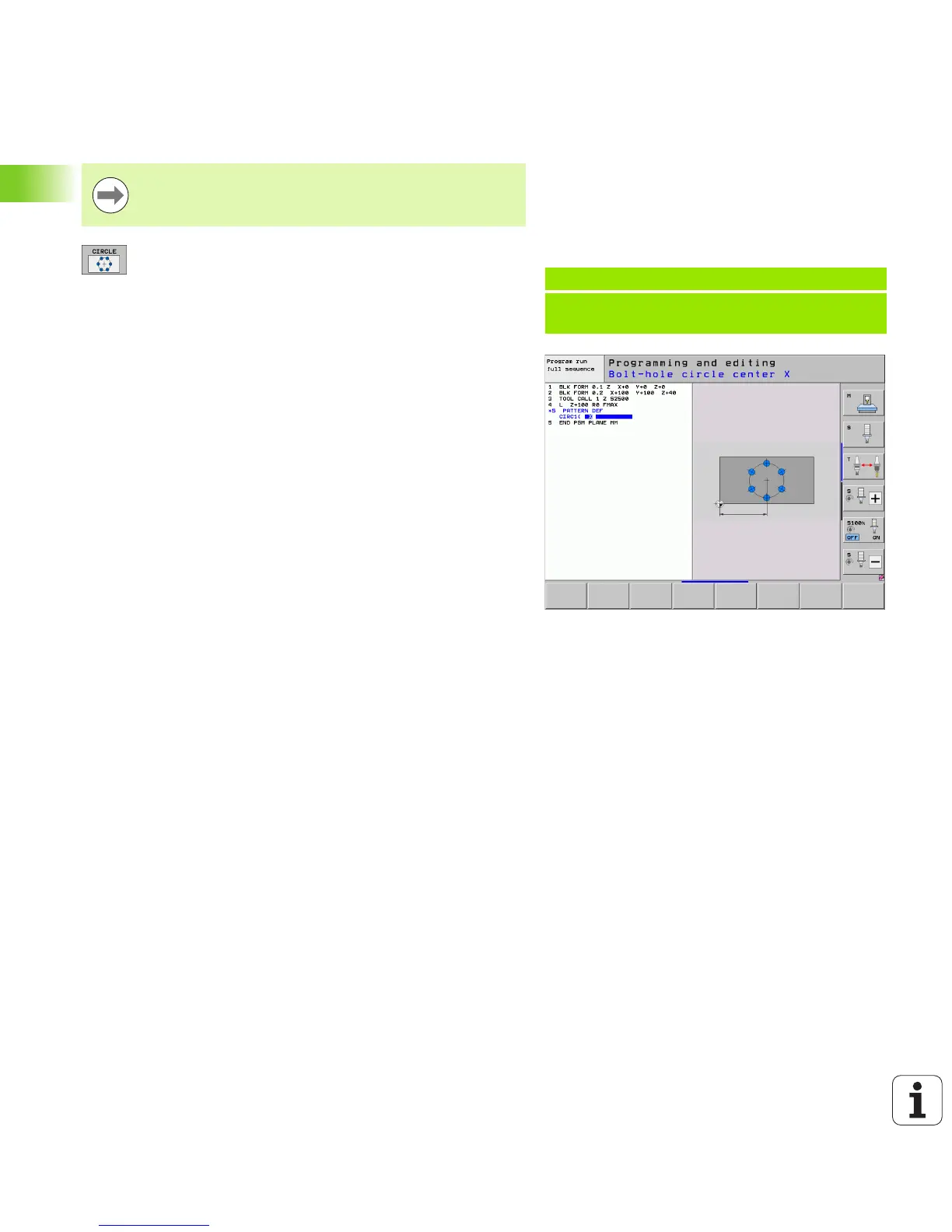
Defining a full circle
U Bolt-hole circle center X (absolute): Coordinate of
the circle center in the X axis.
U Bolt-hole circle center Y (absolute): Coordinate of
the circle center in the Y axis.
U Bolt-hole circle diameter: Diameter of the bolt-hole
circle.
U Starting angle: Polar angle of the first machining
position. Reference axis: Major axis of the active
machining plane (e.g. X for tool axis Z). You can enter
a positive or negative value.
U Number of positions: Total number of machining
positions on the circle.
U Workpiece surface coordinate (absolute): Enter Z
coordinate at which machining is to begin.
If you have defined a workpiece surface in Z not equal to
0, then this value is effective in addition to the workpiece
surface Q203 that you defined in the machining cycle.
Example: NC blocks
10 L Z+100 R0 FMAX
11 PATTERN DEF
CIRC1 (X+25 Y+33 D80 START+45 NUM8 Z+0)