HEIDENHAIN iTNC 530 49
2.1 Working with Fixed Cycles
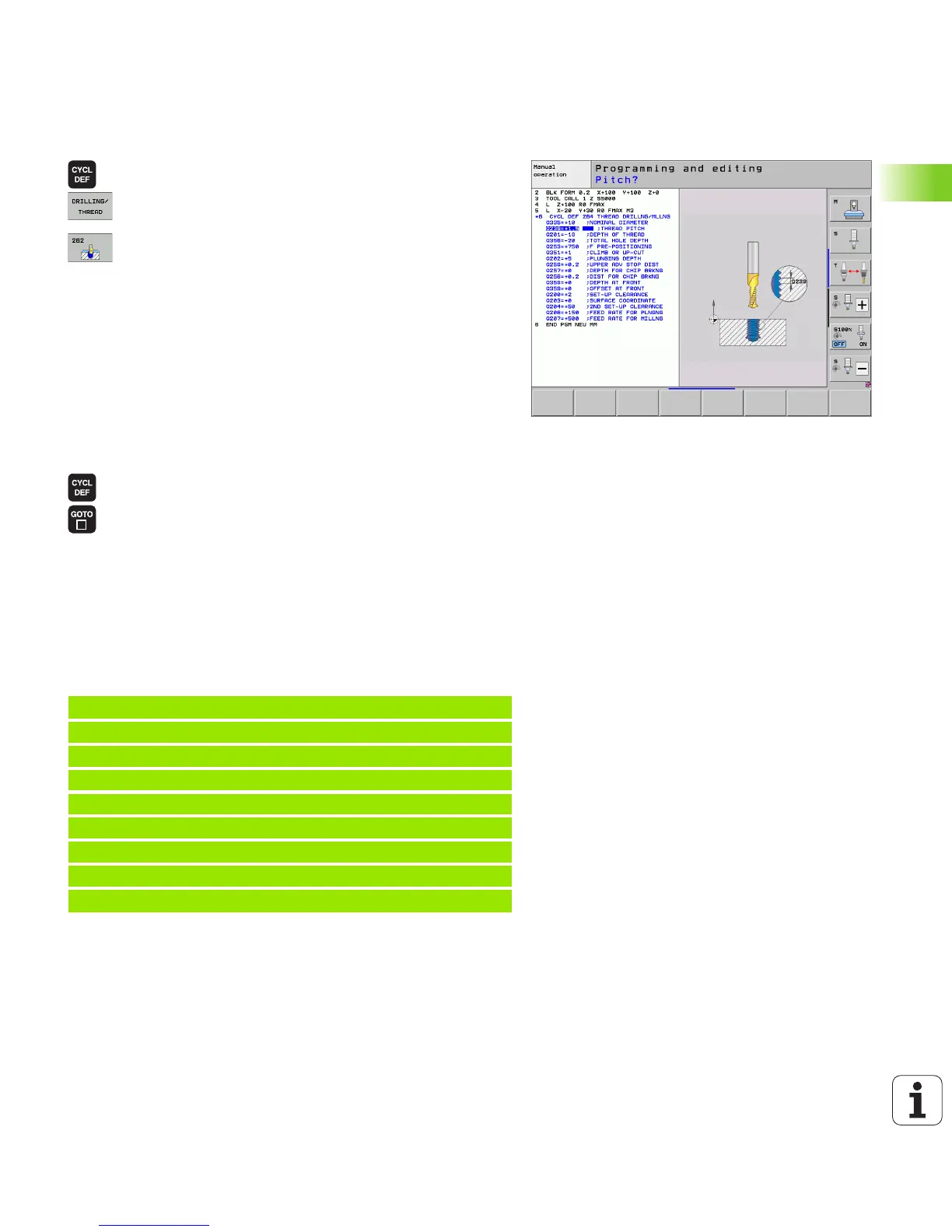
Defining a cycle using soft keys
U The soft-key row shows the available groups of cycles
U Press the soft key for the desired group of cycles, for
example DRILLING for the drilling cycles
U Select the desired cycle, for example THREAD
MILLING. The TNC initiates the programming dialog
and asks all required input values. At the same time a
graphic of the input parameters is displayed in the
right screen window. The parameter that is asked for
in the dialog prompt is highlighted
U Enter all parameters requested by the TNC and
conclude each entry with the ENT key
U The TNC ends the dialog when all required data has
been entered
Defining a cycle using the GOTO function
U The soft-key row shows the available groups of cycles
U The TNC shows an overview of cycles in a pop-up
window
U Choose the desired cycle with the arrow keys, or
U Choose the desired cycle with CTRL and the arrow
keys (for pagewise scrolling), or
U Enter the cycle number and confirm it with the ENT
key. The TNC then initiates the cycle dialog as
described above
Example NC blocks
7 CYCL DEF 200 DRILLING
Q200=2 ;SETUP CLEARANCE
Q201=3 ;DEPTH
Q206=150 ;FEED RATE FOR PLNGNG
Q202=5 ;PLUNGING DEPTH
Q210=0 ;DWELL TIME AT TOP
Q203=+0 ;SURFACE COORDINATE
Q204=50 ;2ND SETUP CLEARANCE
Q211=0.25 ;DWELL TIME AT DEPTH