340 Touch Probe Cycles: Automatic Measurement of Workpiece Misalignment
14.7 Compensating Workpiece Misalignment by Rotating the C Axis (Cycle
405, DIN/ISO: G405)
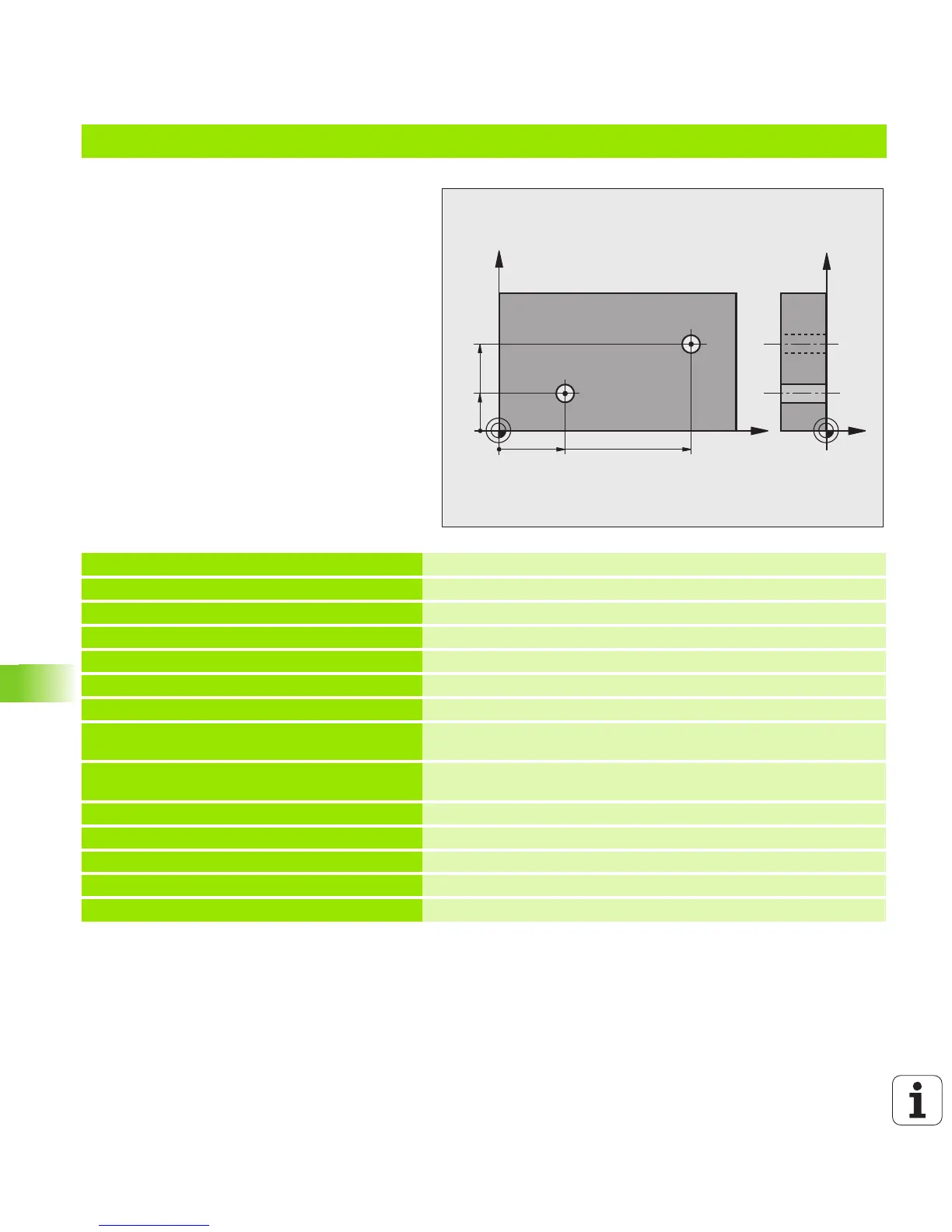
Example: Determining a basic rotation from two holes
0 BEGIN PGM CYC401 MM
1 TOOL CALL 69 Z
2 TCH PROBE 401 ROT 2 HOLES
Q268=+25 ;1ST CENTER IN 1ST AXIS
Center of the 1st hole: X coordinate
Q269=+15 ;1ST CENTER IN 2ND AXIS
Center of the 1st hole: Y coordinate
Q270=+80 ;2ND CENTER IN 1ST AXIS
Center of the 2nd hole: X coordinate
Q271=+35 ;2ND CENTER IN 2ND AXIS
Center of the 2nd hole: Y coordinate
Q261=-5 ;MEASURING HEIGHT
Coordinate in the touch probe axis in which the measurement is
made
Q260=+20 ;CLEARANCE HEIGHT
Height in the touch probe axis at which the probe can traverse
without collision
Q307=+0 ;PRESET BASIC ROTATION
Angle of the reference line
Q402=1 ;ALIGNMENT
Compensate misalignment by rotating the rotary table
Q337=1 ;SET TO ZERO
Set the display to zero after the alignment
3 CALL PGM 35K47
Part program call
4 END PGM CYC401 MM