194 Fixed Cycles: Contour Pocket, Contour Trains
7.6 ROUGH-OUT (Cycle 22, DIN/ISO: G122)
7.6 ROUGH-OUT (Cycle 22,
DIN/ISO: G122)
Cycle run
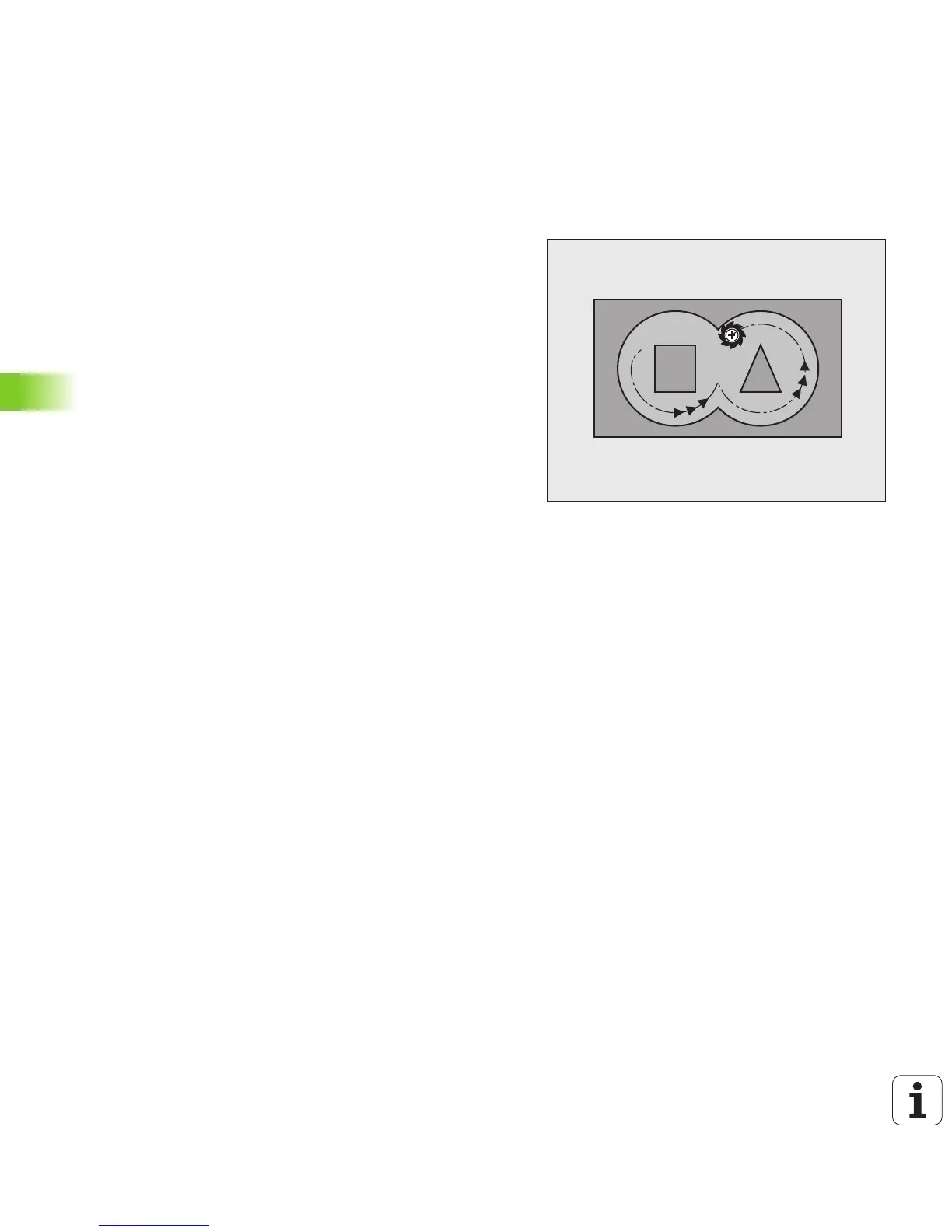
1 The TNC positions the tool over the cutter infeed point, taking the
allowance for side into account.
2 In the first plunging depth, the tool mills the contour from the
inside outward at the milling feed rate Q12.
3 The island contours (here: C/D) are cleared out with an approach
toward the pocket contour (here: A/B).
4 In the next step the TNC moves the tool to the next plunging depth
and repeats the roughing procedure until the program depth is
reached.
5 Finally the TNC retracts the tool to the clearance height.

 Loading...
Loading...



