134 Fixed Cycles: Tapping / Thread Milling
4.10 OUTSIDE THREAD MILLING (Cycle 267, DIN/ISO: G267)
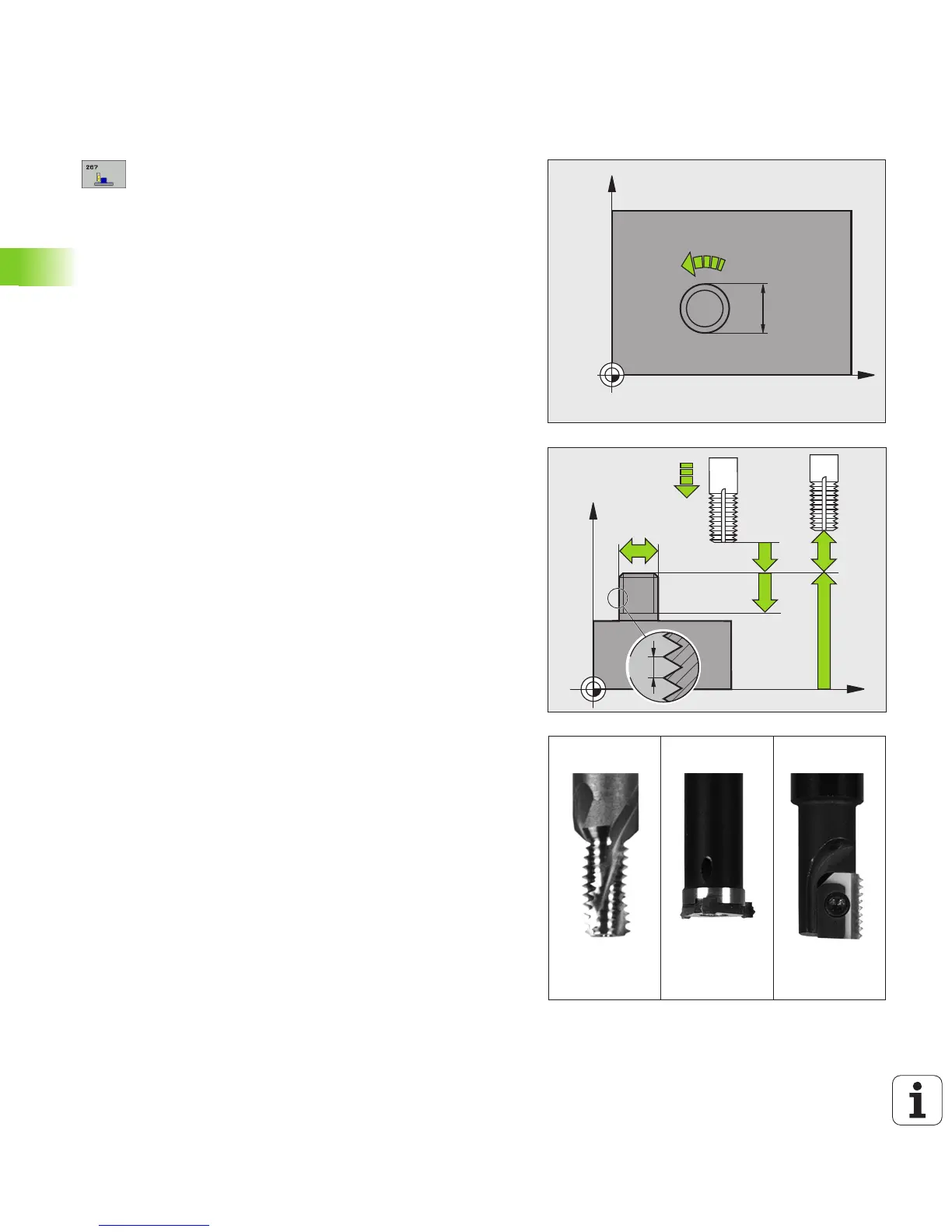
Cycle parameters
U Nominal diameter Q335: Nominal thread diameter.
Input range 0 to 99999.9999
U Thread pitch Q239: Pitch of the thread. The algebraic
sign differentiates between right-hand and left-hand
threads:
+= right-hand thread
–= left-hand thread
Input range -99.9999 to 99.9999
U Thread depth Q201 (incremental): Distance between
workpiece surface and root of thread.
U Threads per step Q355: Number of thread revolutions
by which the tool is moved:
0 = one helical line to the thread depth
1 = continuous helical path over the entire length of
the thread
>1 = several helical paths with approach and
departure; between them, the TNC offsets the tool by
Q355, multiplied by the pitch. Input range 0 to 99999
U Feed rate for pre-positioning Q253: Traversing
speed of the tool in mm/min when plunging into the
workpiece, or when retracting from the workpiece.
Input range 0 to 99999.999 alternatively FMAX, FAUTO,
PREDEF.
U Climb or up-cut Q351: Type of milling operation with
M3
+1 = climb milling
–1 = up-cut milling
Alternatively PREDEF

 Loading...
Loading...



