HEIDENHAIN iTNC 530 157
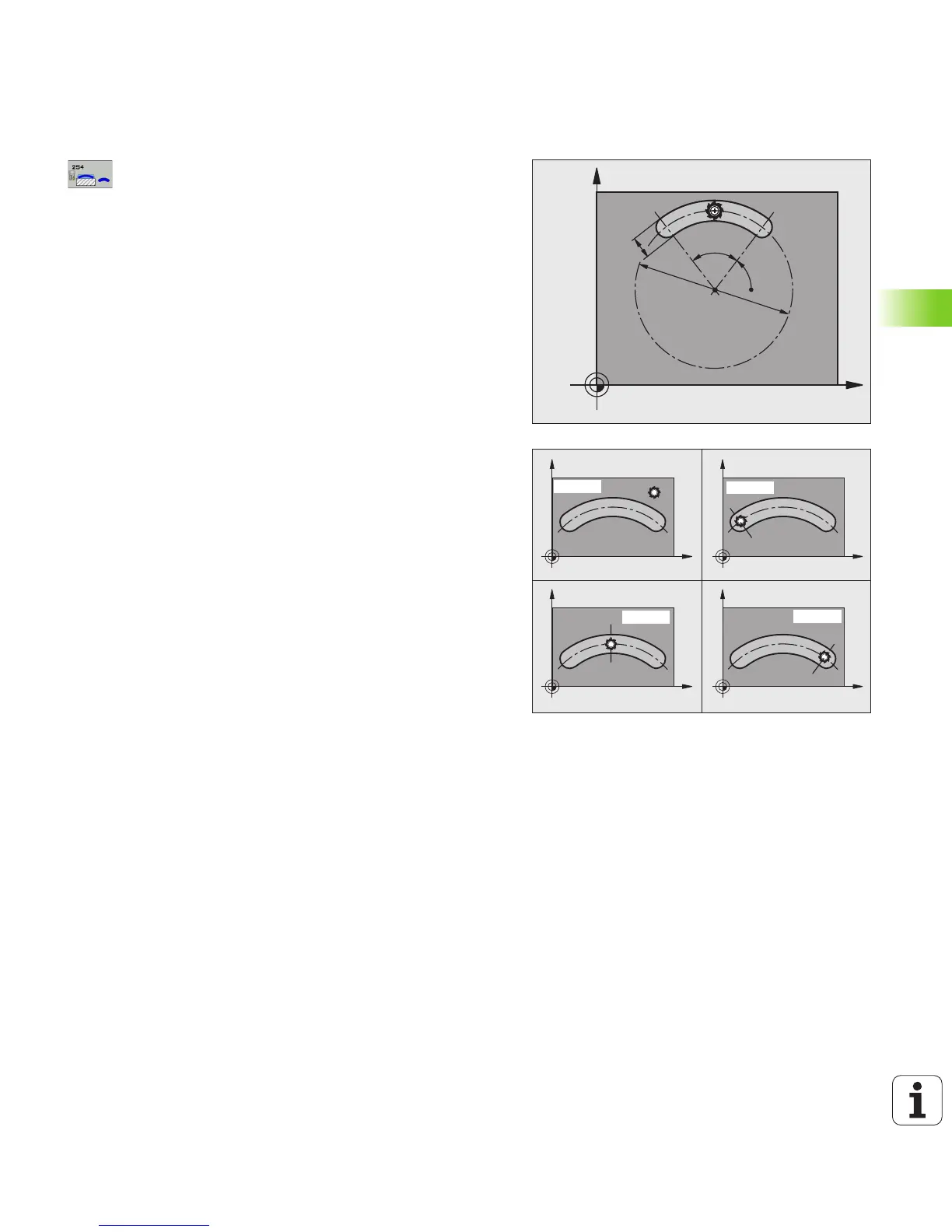
5.5 CIRCULAR SLOT (Cycle 254, DIN/ISO: G254)
Cycle parameters
U Machining operation (0/1/2) Q215: Define the
machining operation:
0: Roughing and finishing
1: Only roughing
2: Only finishing
Side finishing and floor finishing are only executed if
the finishing allowances (Q368, Q369) have been
defined.
U Slot width Q219 (value parallel to the secondary axis
of the working plane): Enter the slot width. If you
enter a slot width that equals the tool diameter, the
TNC will carry out the roughing process only (slot
milling). Maximum slot width for roughing: Twice the
tool diameter. Input range 0 to 99999.9999
U Finishing allowance for side Q368 (incremental):
Finishing allowance in the working plane. Input range
0 to 99999.9999
U Pitch circle diameter Q375: Enter the diameter of
the pitch circle. Input range 0 to 99999.9999
U Reference for slot position (0/1/2/3) Q367:
Position of the slot in reference to the position of the
tool when the cycle is called:
0: The tool position is not taken into account. The slot
position is determined from the entered pitch circle
center and the starting angle.
1: Tool position = Center of left slot circle. Starting
angle Q376 refers to this position. The entered pitch
circle center is not taken into account.
2: Tool position = Center of center line. Starting angle
Q376 refers to this position. The entered pitch circle
center is not taken into account.
3: Tool position = Center of right slot circle. Starting
angle Q376 refers to this position. The entered pitch
circle center is not taken into account.
U Center in 1st axis Q216 (absolute): Center of the
pitch circle in the reference axis of the working plane.
Only effective if Q367 = 0. Input range: -99999.9999
to 99999.9999
U Center in 2nd axis Q217 (absolute): Center of the
pitch circle in the minor axis of the working plane.
Only effective if Q367 = 0. Input range: -99999.9999
to 99999.9999
U Starting angle Q376 (absolute): Enter the polar angle
of the starting point. Input range -360.000 to 360.000
U Angular length Q248 (incremental): Enter the angular
length of the slot. Input range 0 to 360.000