200 Fixed Cycles: Contour Pocket, Contour Trains
7.8 SIDE FINISHING (Cycle 24, DIN/ISO: G124)
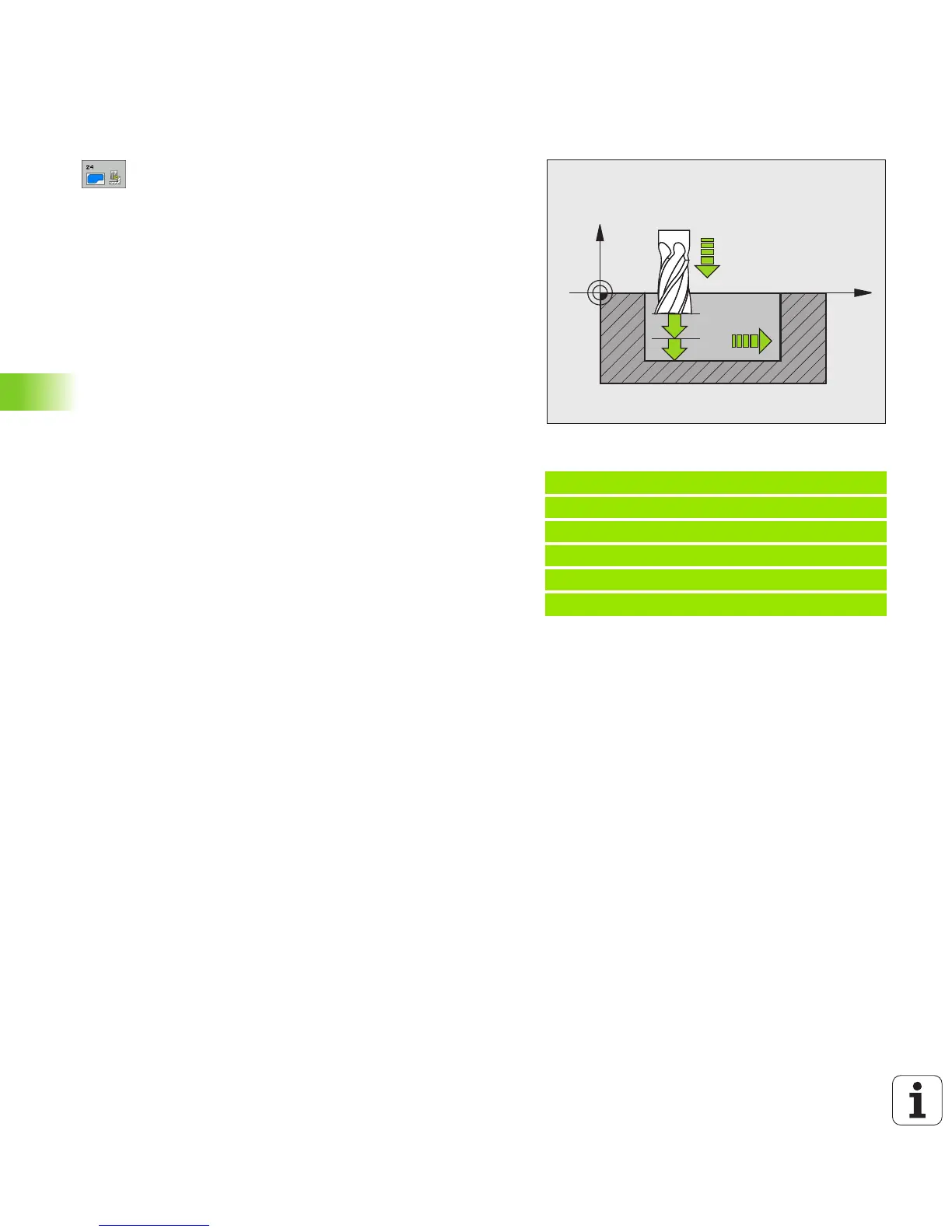
Cycle parameters
U Direction of rotation? Clockwise = –1 Q9:
Machining direction:
+1:Counterclockwise
–1:Clockwise
Alternatively PREDEF
U Plunging depth Q10 (incremental): Infeed per cut.
Input range: -99999.9999 to 99999.9999
U Feed rate for plunging Q11: Traversing speed of the
tool during plunging. Input range 0 to 99999.9999,
alternatively FAUTO, FU, FZ
U Feed rate for roughing Q12: Milling feed rate. Input
range 0 to 99999.9999, alternatively FAUTO, FU, FZ
U Finishing allowance for side Q14
(incremental): Enter the allowed material for
several finish-milling operations. If you enter
Q14 = 0, the remaining finishing allowance will
be cleared. Input range -99999.9999 to
99999.9999
Example: NC blocks
61 CYCLE DEF 24 SIDE FINISHING
Q9=+1 ;DIRECTION
Q10=+5 ;PLUNGING DEPTH
Q11=100 ;FEED RATE FOR PLNGNG
Q12=350 ;FEED RATE FOR ROUGHING
Q14=+0 ;ALLOWANCE FOR SIDE