244 Fixed Cycles: Contour Pocket with Contour Formula
9.1 SL Cycles with Complex Contour Formula
Contour description program 1: pocket A
Contour description program 2: pocket B
Area of inclusion
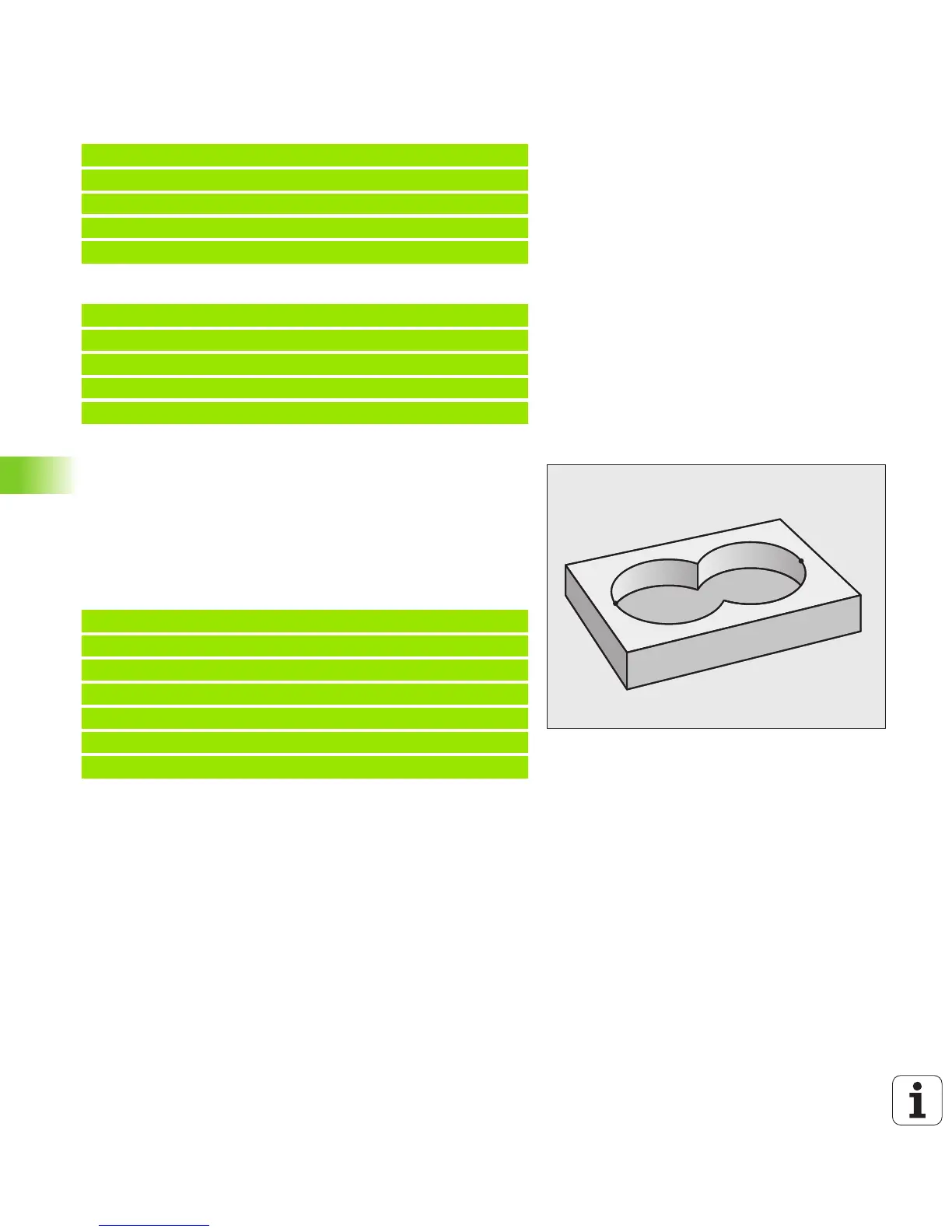
Both surfaces A and B are to be machined, including the overlapping
area:
The surfaces A and B must be programmed in separate programs
without radius compensation.
In the contour formula, the surfaces A and B are processed with the
“joined with” function.
Contour definition program:
0 BEGIN PGM POCKET_A MM
1 L X+10 Y+50 R0
2 CC X+35 Y+50
3 C X+10 Y+50 DR-
4 END PGM POCKET_A MM
0 BEGIN PGM POCKET_B MM
1 L X+90 Y+50 R0
2 CC X+65 Y+50
3 C X+90 Y+50 DR-
4 END PGM POCKET_B MM
 Loading...
Loading...




