HEIDENHAIN iTNC 530 333
14.5 BASIC ROTATION Compensation via Rotary Axis (Cycle 403, DIN/ISO:
G403)
Cycle parameters
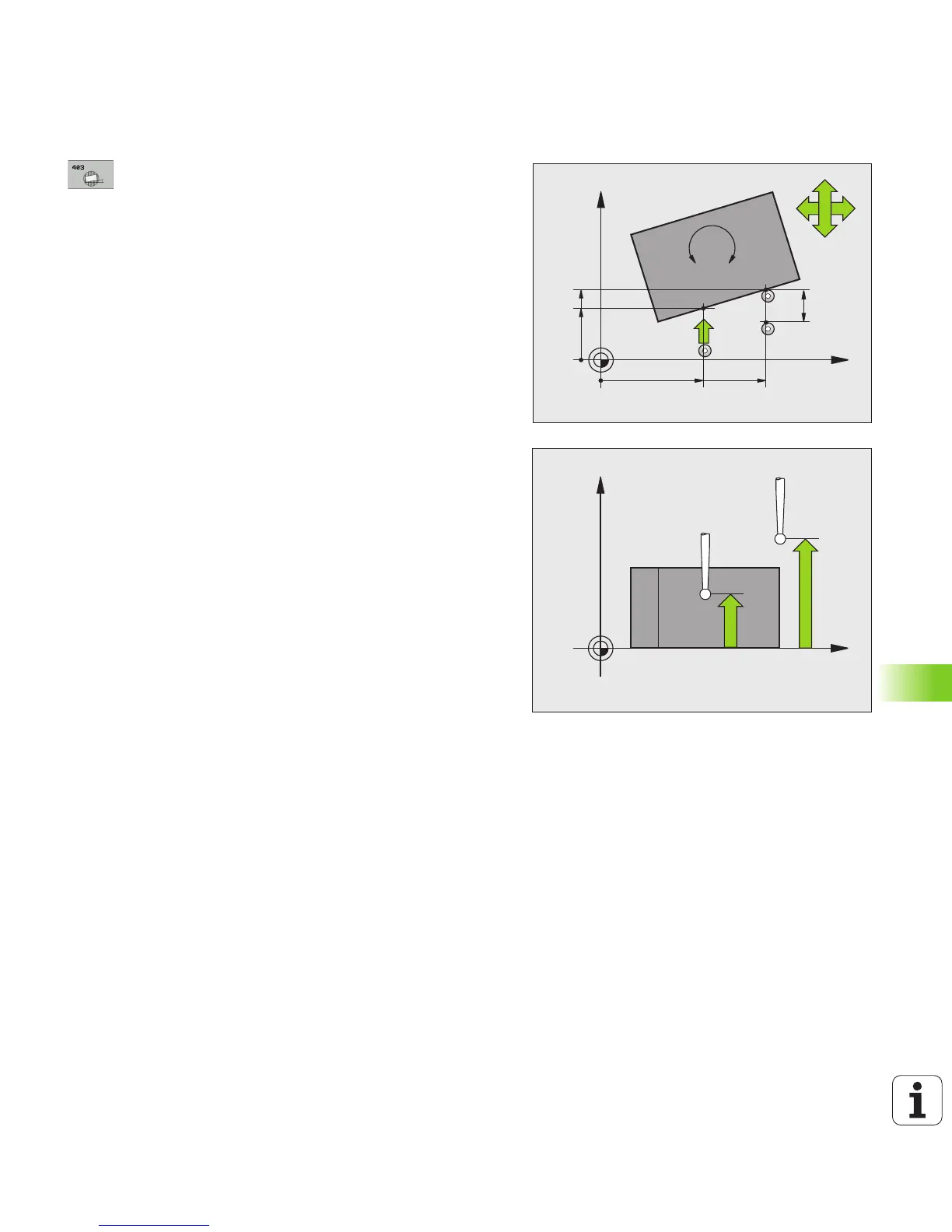
U 1st meas. point 1st axis Q263 (absolute):
Coordinate of the first touch point in the reference
axis of the working plane. Input range -99999.9999 to
99999.9999
U 1st meas. point 2nd axis Q264 (absolute):
Coordinate of the first touch point in the minor axis of
the working plane. Input range -99999.9999 to
99999.9999
U 2nd meas. point 1st axis Q265 (absolute):
Coordinate of the second touch point in the reference
axis of the working plane. Input range -99999.9999 to
99999.9999
U 2nd meas. point 2nd axis Q266 (absolute):
Coordinate of the second touch point in the minor axis
of the working plane. Input range -99999.9999 to
99999.9999
U Measuring axis Q272: Axis in which the
measurement is to be made:
1: Reference axis = measuring axis
2: Minor axis = measuring axis
3: Touch probe axis = measuring axis
U Traverse direction 1 Q267: Direction in which the
probe is to approach the workpiece:
-1: Negative traverse direction
+1: Positive traverse direction
U Measuring height in the touch probe axis
Q261 (absolute): Coordinate of the ball tip
center (= touch point) in the touch probe axis in
which the measurement is to be made. Input
range -99999.9999 to 99999.9999
U Setup clearance Q320 (incremental): Additional
distance between measuring point and ball tip. Q320
is added to MP6140. Input range 0 to 99999.9999,
alternatively PREDEF