3 Piping work and
refrigerant charge
100
SMGB0077 rev.0 - 01/2013
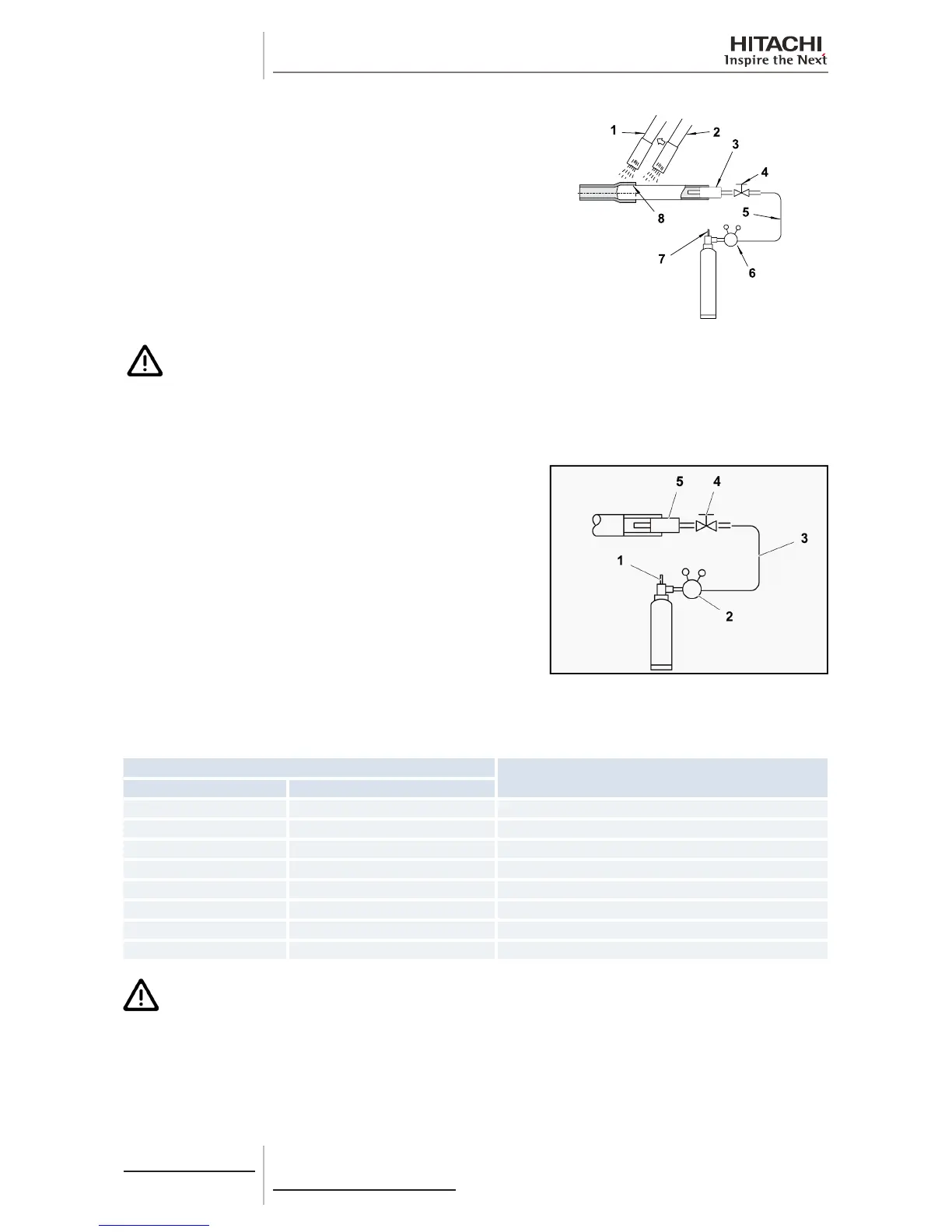
1. Heat the outer pipe previously to ensure the ller metal ows
more easily.
2. Heat the inner pipe evenly.
3. Rubber cap.
4. Valve with no packing.
5. High pressure pipe.
6. 0.03 to 0.05 MPa (0.3 to 0.5 kg/cm
2
G).
7. Reducer valve: only open the valve when gas is required.
8. Nitrogen gas ow, 0.05 m
3
/h or less.
CAUTION
Keep the nitrogen gas pressure within the indicated values. A rise in pressure in the pipe could cause an explosion.
3.4.7 Flared connection mounting
Line up the end of the ared pipe to face the tting to which it is to
be threaded.
Gently rest the female cone on the male cone and check that the measurement is correct. Keep the connection lined up
with one hand and gently thread on the are nut with the other.
Tighten the connection to the corresponding tightening torque indicated in the table below.
Nominal diameter
Tightening torque
mm Inches
Ø6.35 1/4 20 Nm
Ø9.52 3/8 40 Nm
Ø12.7 1/2 60 Nm
Ø15.88 5/8 80 Nm
Ø19.05 3/4 100 Nm
Ø22.20 7/8 –
Ø25.40 1 –
Ø28.60 1-1/8 –
C A U T I O N
• Securethexedconnectionwithasuitablewrenchanduseatorquewrenchtotightenthearenutonthe
threaded connections.
• Donotexceedthetorquevalueindicatedinthetable.Thettingcanbecomemisshapenandtheconnection
may leak.
 Loading...
Loading...

