OM-285922 Page 65
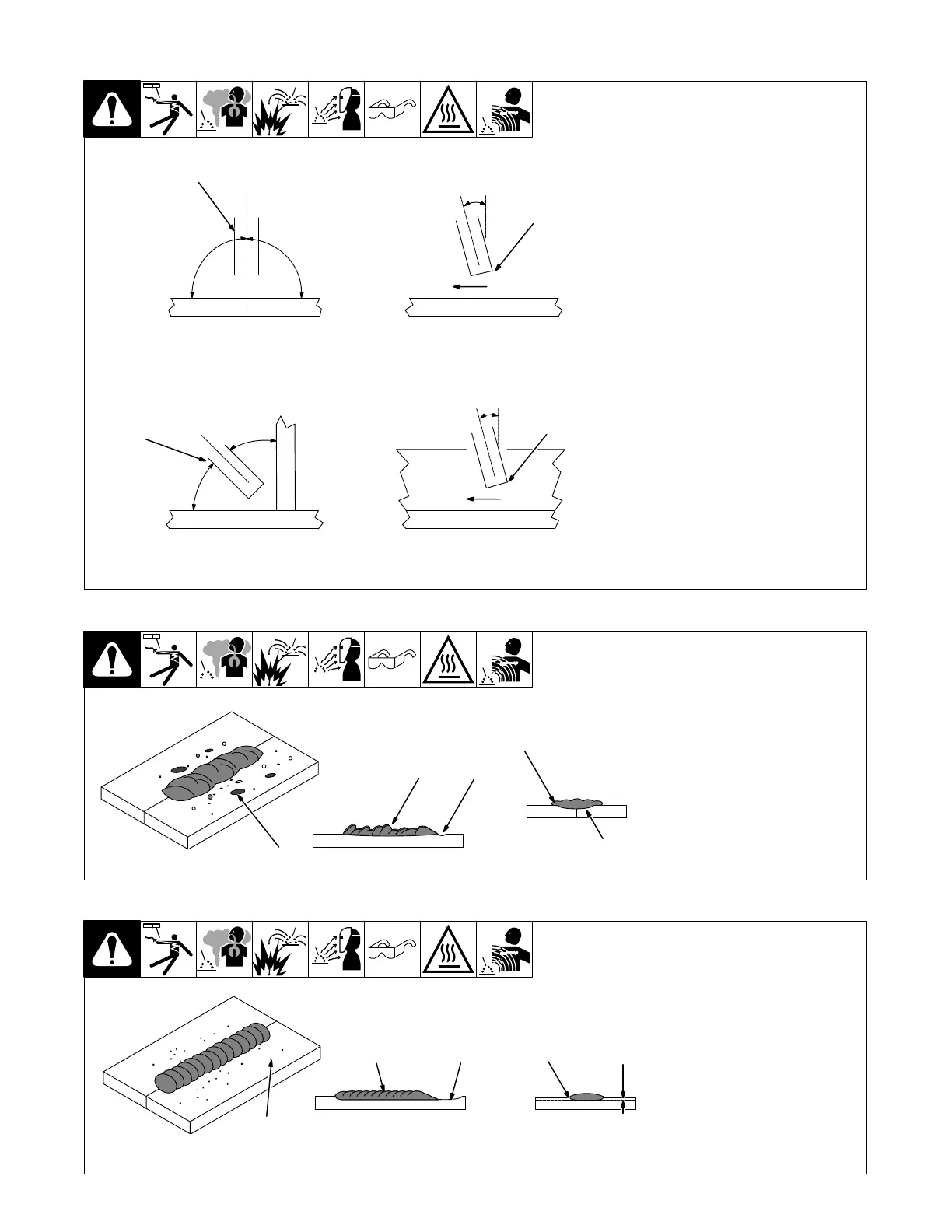
13-4. Positioning Electrode Holder
S-0060
90° 90°
10°-30°
45°
45°
10°-30°
1 End View Of Work Angle
2 Side View Of Electrode
Angle
After learning to start and hold
an arc, practice running beads
of weld metal on flat plates using
a full electrode.
Hold the electrode nearly per-
pendicular to the work, although
tilting it ahead (in the direction of
travel) will be helpful.
. To produce the best results,
hold a short arc, travel at a
uniform speed, and feed the
electrode downward at a
constant rate as it melts.
1
1
2
2
Groove Welds
Fillet Welds
13-5. Poor Weld Bead Characteristics
S-0053-A
1 Large Spatter Deposits
2 Rough, Uneven Bead
3 Slight Crater During Welding
4 Bad Overlap
5 Poor Penetration
5
4
2
3
1
13-6. Good Weld Bead Characteristics
S-0052-B
1 Fine Spatter
2 Uniform Bead
3 Moderate Crater During
Welding
Weld a new bead or layer for each
1/8 in. (3.2 mm) thickness in metals
being welded.
4 No Overlap
5 Good Penetration into Base
Metal
1
5234