OM-285922 Page 66
S-0061
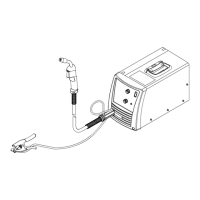
Slow
Normal Fast
10° - 30°
Drag
Too Short
Normal Too Long
Spatter
Angle Too Small
Angle Too Large
Correct Angle
Electrode Angle
Arc Length
Travel Speed
. Weld bead shape is affected
by electrode angle, arc length,
travel speed, and thickness of
base metal.
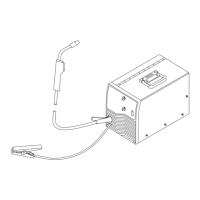
13-7. Conditions That Affect Weld Bead Shape
S-0054-A
. Normally, a single stringer
bead is satisfactory for most
narrow groove weld joints;
however, for wide groove weld
joints or bridging across gaps,
a weave bead or multiple
stringer beads work better.
1 Stringer Bead − Steady
Movement Along Seam
2 Weave Bead − Side to Side
Movement Along Seam
3 Weave Patterns
Use weave patterns to cover a
wide area in one pass of the elec-
trode. Do not let weave width ex-
ceed 2-1/2 times diameter of
electrode.
1
2
3
13-8. Electrode Movement During Welding
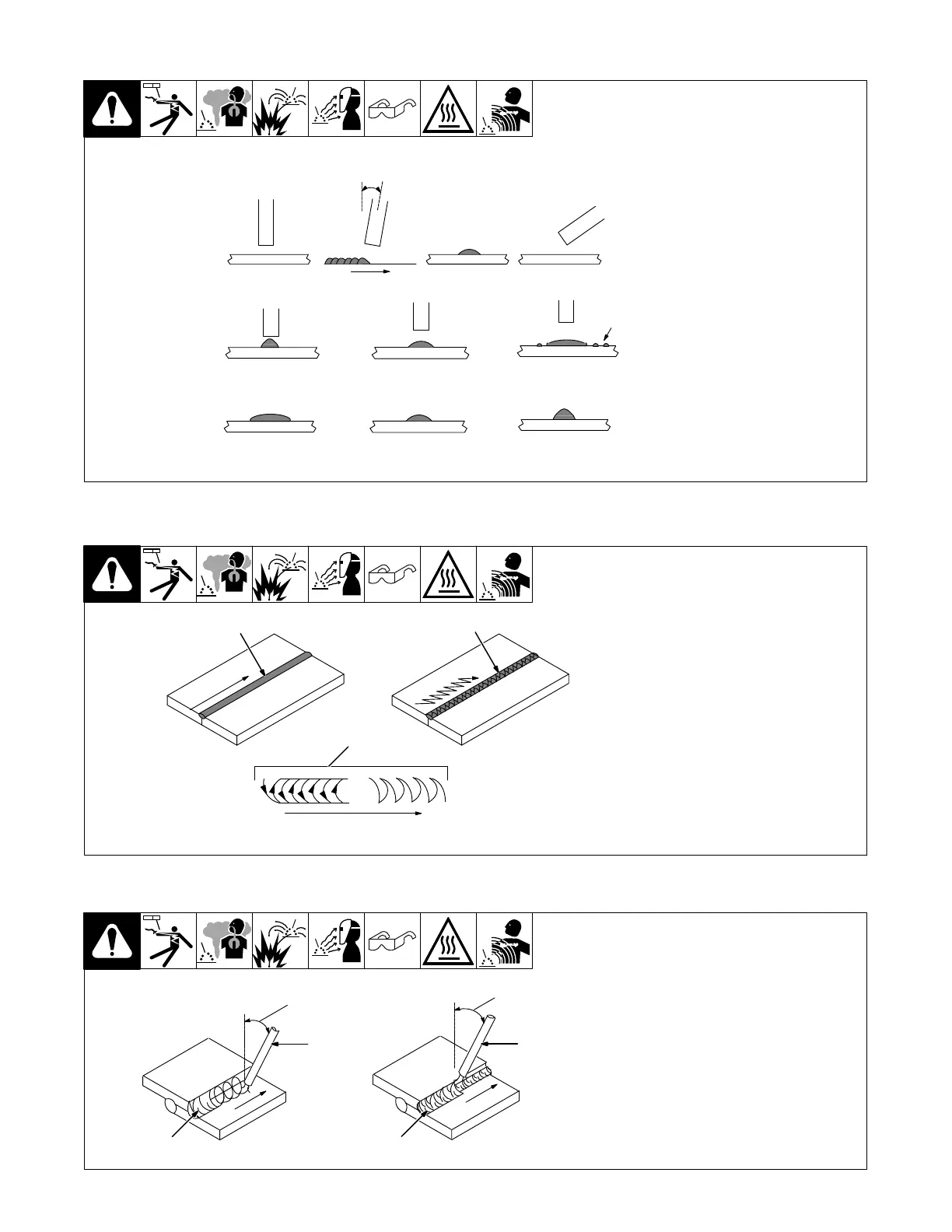
13-9. Welding Lap Joints
S-0063 / S-0064
1 Electrode
2 Single-Layer Fillet Weld
Move electrode in circular motion.
3 Multi-Layer Fillet Weld
Weld a second layer when a heavi-
er fillet is needed. Remove slag be-
fore making another weld pass.
Weld both sides of joint for maxi-
mum strength.
30°
Or Less
30°
Or Less
1
1
2
3