OM-285922 Page 67
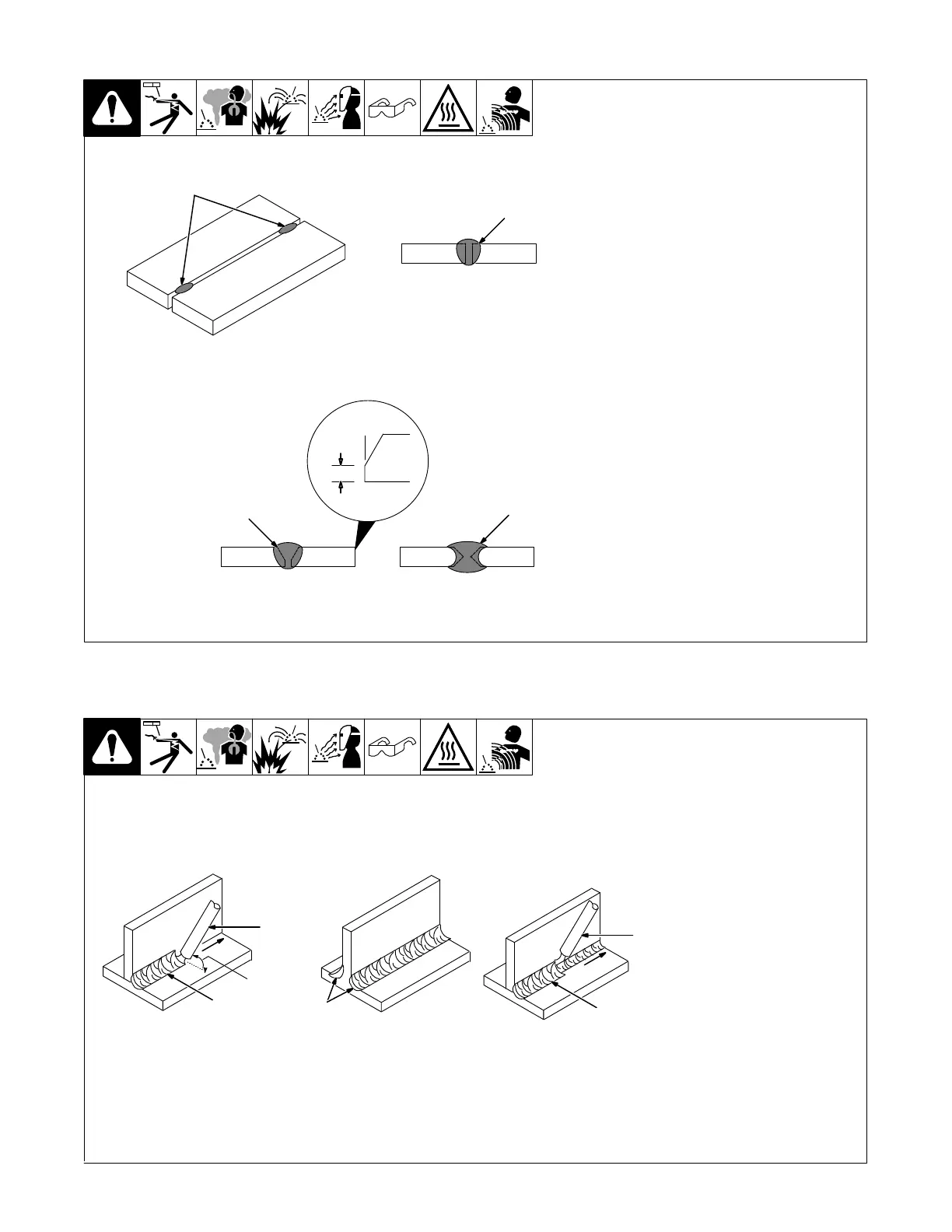
13-10. Welding Groove (Butt) Joints
S-0062
1 Tack Welds
Prevent butt joint distortion by tack
welding the materials in position
before final weld.
Workpiece distortion occurs when
heat is applied locally to a joint.
One side of a metal plate will curl
up toward the weld. Distortion will
also cause the edges of a butt joint
to pull together ahead of the elec-
trode as the weld cools.
2 Square Groove Weld
3 Single V-Groove Weld
4 Double V-Groove Weld
Materials up to 3/16 in. (5 mm)
thick can often be welded without
special preparation using the
square groove weld. However,
when welding thicker materials it
may be necessary to prepare the
edges (V-groove) of butt joints to
ensure good welds.
The single or double V-groove
weld is good for materials 3/16 −
3/4 in. (5-19 mm) thick. Generally,
the single V-groove is used on ma-
terials up to 3/4 in. (19 mm) thick
and when, regardless of thickness,
you can weld from one side only.
Create a 30 degree bevel with oxy-
acetylene or plasma cutting equip-
ment. Remove scale from material
after cutting. A grinder can also be
used to prepare bevels.
30°
2
1
1/16 in.
(1.6 mm)
3
4
13-11. Welding T-Joints
S-0060 / S-0058-A / S-0061
1 Electrode
2 Fillet Weld
Keep arc short and move at defi-
nite rate of speed. Hold electrode
as shown to provide fusion into the
corner. Square edge of the weld
surface.
For maximum strength weld both
sides of upright section.
3 Multi-Layer Deposits
Weld a second layer when a heavi-
er fillet is needed. Use any of the
weaving patterns shown in Section
13-8. Remove slag before making
another weld pass.
45°
Or
Less
1
2
1
3
2