OM-281426 Page 69
13-11. Welding T-Joints
1-1. Welding Lap Joints
≤ 30
°
≤ 30
°
1
1
2
3
1-2. Welding Groove (Butt) Joints
30
°
2
1
1/16 in.
(1.6 mm)
3
4
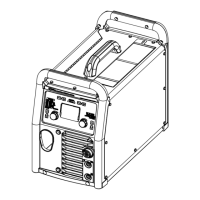
1-3. Welding T-Joints
≤ 45
°
1
2
1
3
2
1-4. Weld Test
2 3 in.
1/4 in.
3
2
1
2 3 in.
3
2
1
(51-76 mm)
(6.4 mm)
(51-76 mm)
1 Electrode
2 Fillet Weld
Keep arc short and move at definite rate of
speed. Hold electrode as shown to provide
fusion into the corner. Square edge of the
weld surface.
For maximum strength weld both sides of up-
right section.
3 Multi-Layer Deposits
Weld a second layer when a heavier fillet is
needed. Use any of the weaving patterns
shown in Section 13-8. Remove slag before
making another weld pass.
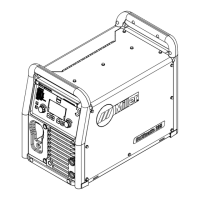
13-12. Weld Test
1-1. Welding Lap Joints
≤ 30
°
≤ 30
°
1
1
2
3
1-2. Welding Groove (Butt) Joints
30
°
2
1
1/16 in.
(1.6 mm)
3
4
1-3. Welding T-Joints
≤ 45°
1
2
1
3
2
1-4. Weld Test
2 3 in.
1/4 in.
3
2
1
2 3 in.
3
2
1
(51-76 mm)
(6.4 mm)
(51-76 mm)
1 Vise
2 Weld Joint
3 Hammer
Strike the weld joint in the direction shown. A
good weld bends over but does not break.
If the weld breaks, examine it to determine
the cause.
If the weld is porous (many holes), the arc
length was probably too long.
If the weld contains bits of slag, the arc may
have been too long or the electrode was
moved incorrectly which allowed molten slag
to be trapped in the weld. This may happen
on a V-groove joint made in several layers
and calls for additional cleaning between
layers.
If the original beveled surface is visible the
material was not fully melted which is often
caused by insufficient heat or too fast a trav-
el speed.
13-13. Troubleshooting
Porosity - small cavities or holes resulting from gas pockets in weld metal.
Possible Causes Corrective Actions
Arc length too long. Reduce arc length.
Damp electrode. Use dry electrode.
Workpiece dirty. Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before
welding.