5238-E P-93
SECTION 6 OFFSET FUNCTION
[Supplement]
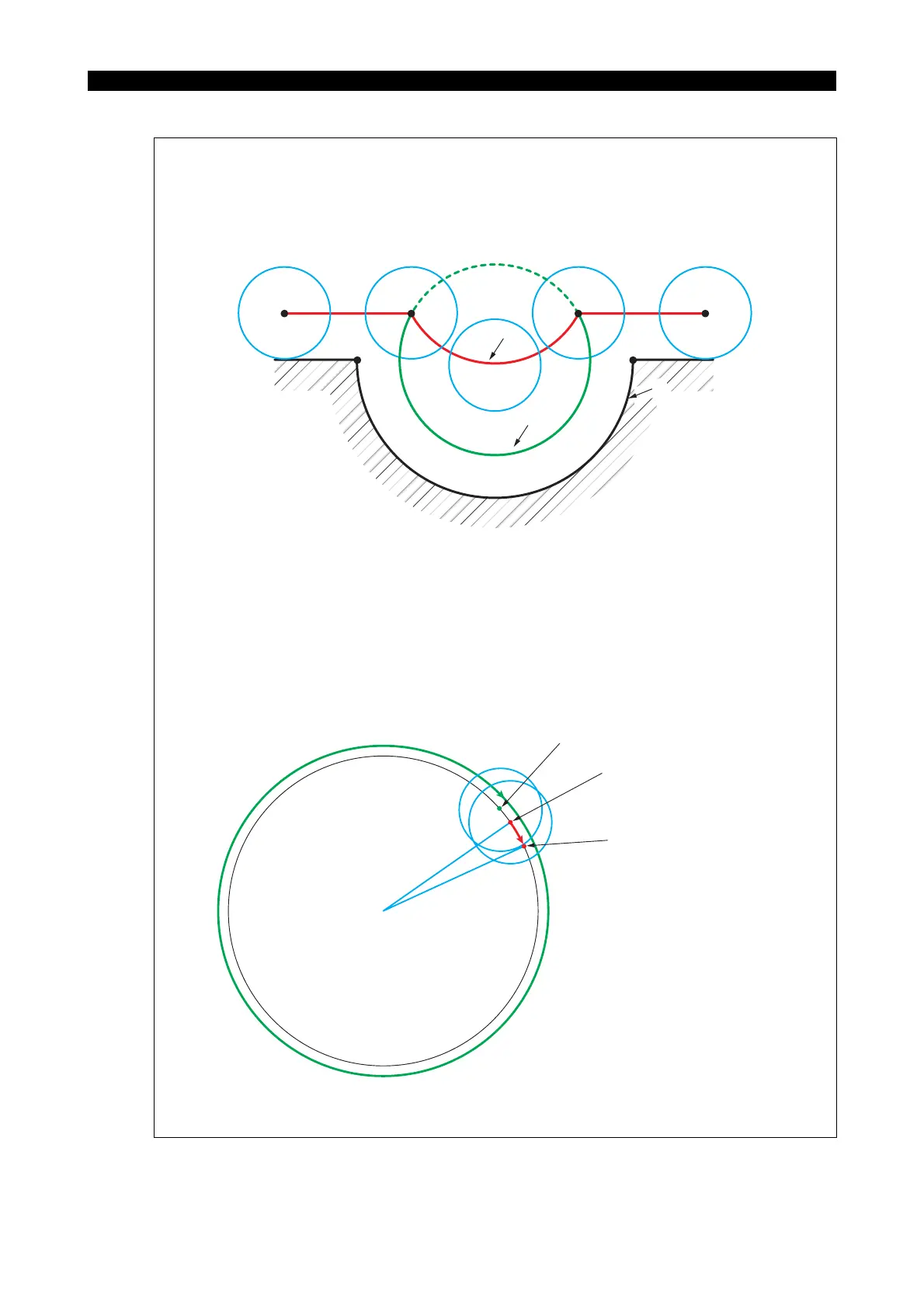
• If the tool paths calculated in the G102 or G103 mode with the cutter radius compensation
active, create an arc having a center angle of greater than 180°, the arc which has the center
angle of "360° - obtained angle" is selected. See the figure below. This is because the contour
generation function selects the arc with a center angle of less than 180° from the two possible
arcs satisfying the designated arc definition.
• In the G00 and G01 modes, if the C-axis motion amount is less than the radius of the cutter,
the C-axis might make a full circle when the cutter radius compensation function is activated for
such a command. See the figure below.
a : Programmed tool paths
a
b
c
b : Tool paths obtained using the cutter radius compensation function (> 180°)
c : Actual tool paths (<180°)
Target point obtained using the cutter
radius compensation function
Start point
Programmed target point
Cutter Radius Com
ensation for Contour Generation
Face
1/2
 Loading...
Loading...