5238-E P-52
SECTION 5 S, T, AND M FUNCTIONS
5-2. M Codes Used for C-axis Operation
The following codes are necessary for programming C-axis movements.
* When the NC is reset, it is placed in the M15 mode.
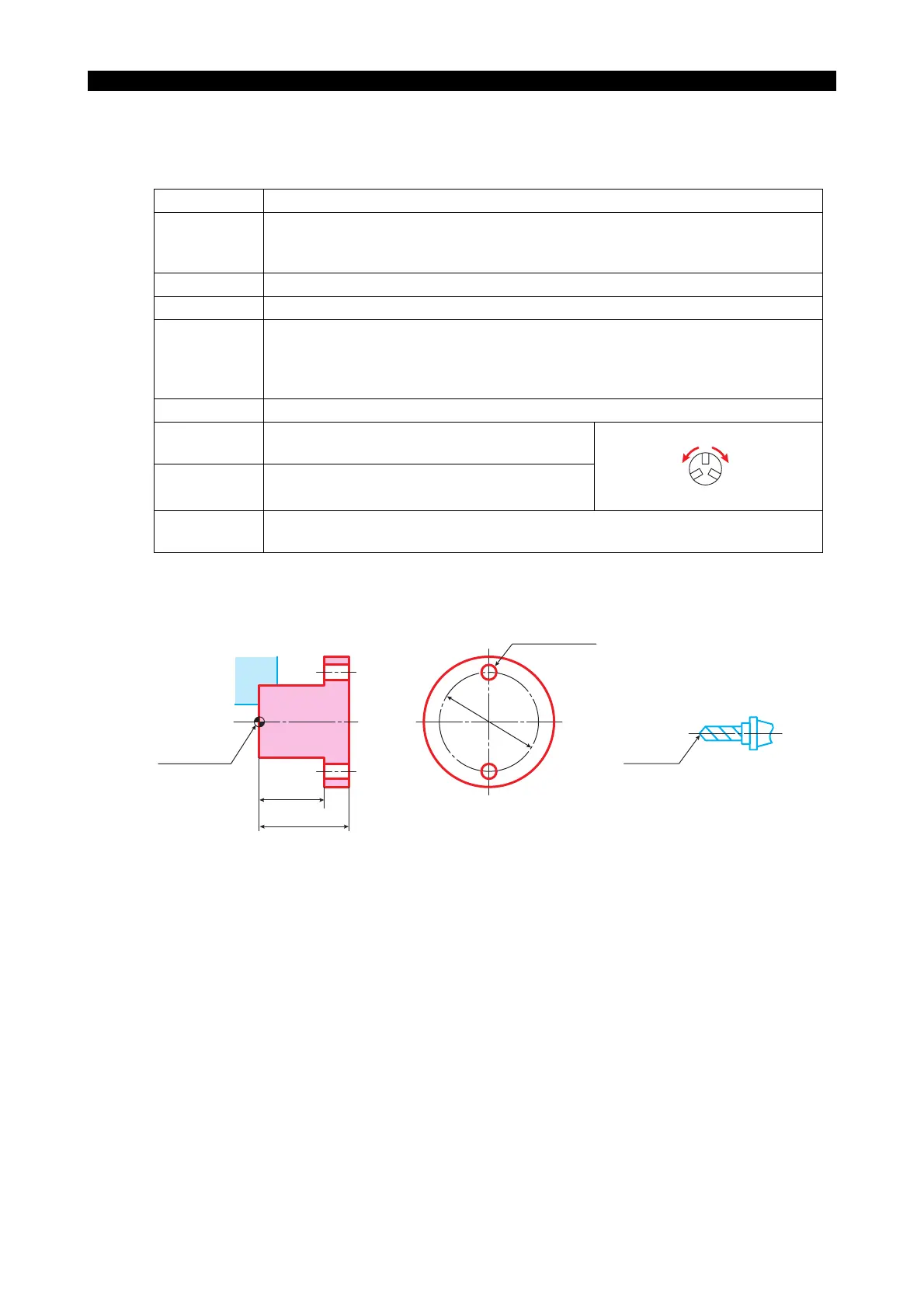
[Example of Program]
LE33013R0300700070002
Code Details
M110
Used to designate the spindle to be controlled in the C-axis control mode.
When programming C-axis commands, first specify M110 in a block without other
commands.
M109 Used for switchover from the C-axis control mode to the spindle control mode.
M147 Used to clamp the C-axis.
M146
Used to unclamp the C-axis.
The control system automatically selects the M146 mode when the power is
turned on.
Program M146 before starting C-axis rotation.
M141 C-axis clamp ineffective (compound fixed cycle mode)
M15
Used to rotate the C-axis in the positive
direction.
M16
Used to rotate the C-axis in the negative
direction.
QA =
Used to specify the number of C-axis revolutions.
For example, QA=5 rotates C-axis five times.
M16 M15
Chuck end face
Tool : ø15 mm drill
Tool No. : T0101
ø15 mm hole
Command
point
Program
zero
C180
C90
C0
C270
80
100
SB = 400min
-1
120φ