5238-E P-260
SECTION 11 PROGRAMMING FOR SIMULTANEOUS 4-AXIS CUTS (2S Model)
• It is advisable to use two or three digits for P numbers, rather than just one, to make it easier to
correct programs.
3. Precautions on Programming Simultaneous 4-axis Cuts
The key to efficient simultaneous 4-axis cuts on a 2S model is performing the intended cutting in a
well-balanced manner.
When programming simultaneous 4-axis cuts, observe the following points carefully:
Determine the extent of operations to be performed by turrets A and B.
The cutting times required for these two turrets should be well matched when determining the
sections to be cut by each.
Determine optimum cutting conditions.
•
Since a spindle change cannot be performed during a simultaneous 4-axis cut, the cutting
speed will vary according to the diameter being cut. Select the tip material carefully to suit the
workpiece material to be cut.
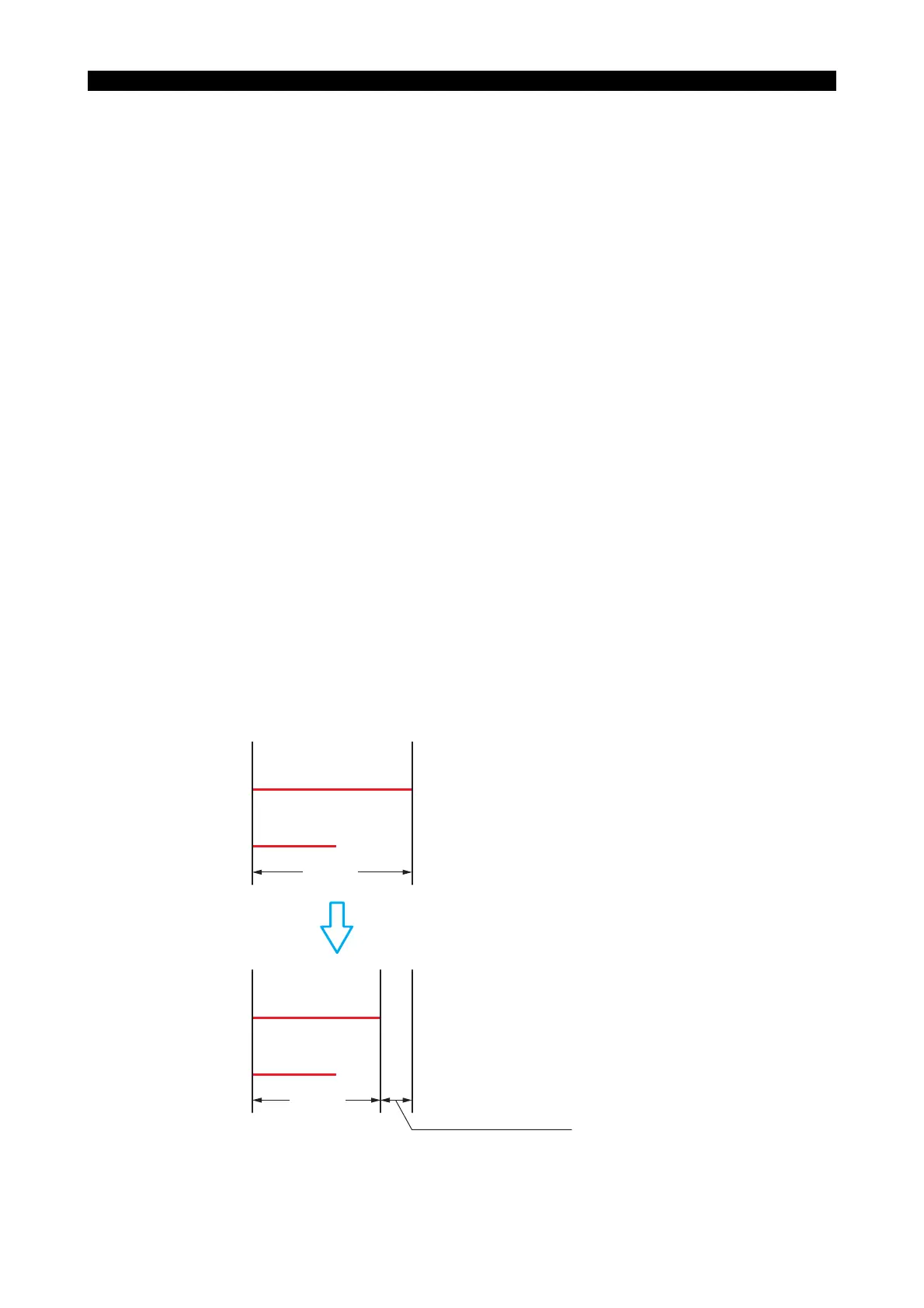
• Select feedrate and depth of cut by taking the cutting at the two turrets into account:
Example:
LE33013R0301300060001
* If the P number in block N0002 is made, for example, P200, i.e., if the P number does not
match, the control first executes the commands in N0001 for turret A and those in N0101 for
turret B. After that, commands for turret B assigned a P number smaller than P200 are
executed, then the commands for turret A are executed from the block containing P200, i.e.,
N0001. Therefore, P numbers must be assigned sequentially (P10 → P20 → P30) in
accordance with the order of command execution.
Examples: P10 instead of P1
P20 instead of P2
Depth of cut : 4 mm
Feedrate : 0.3 mm/rev
Turret A
Turret B
Depth of cut : 4 mm
Feedrate : 0.3 mm/rev
Cutting
time
Depth of cut : 4 mm
Feedrate : 0.35 mm/rev
Turret A
Turret B
Depth of cut : 3 mm
Feedrate : 0.35 mm/rev
Cutting
time
Reduction of cutting time