5238-E P-103
SECTION 7 FIXED CYCLES
4. Precautions when Programming Thread Cutting Cycles
Observe the following points when programming thread cutting cycles:
• The G codes commanding thread cutting (G31 to G35) cannot be designated in the G96
(constant peripheral speed cutting ON) mode.
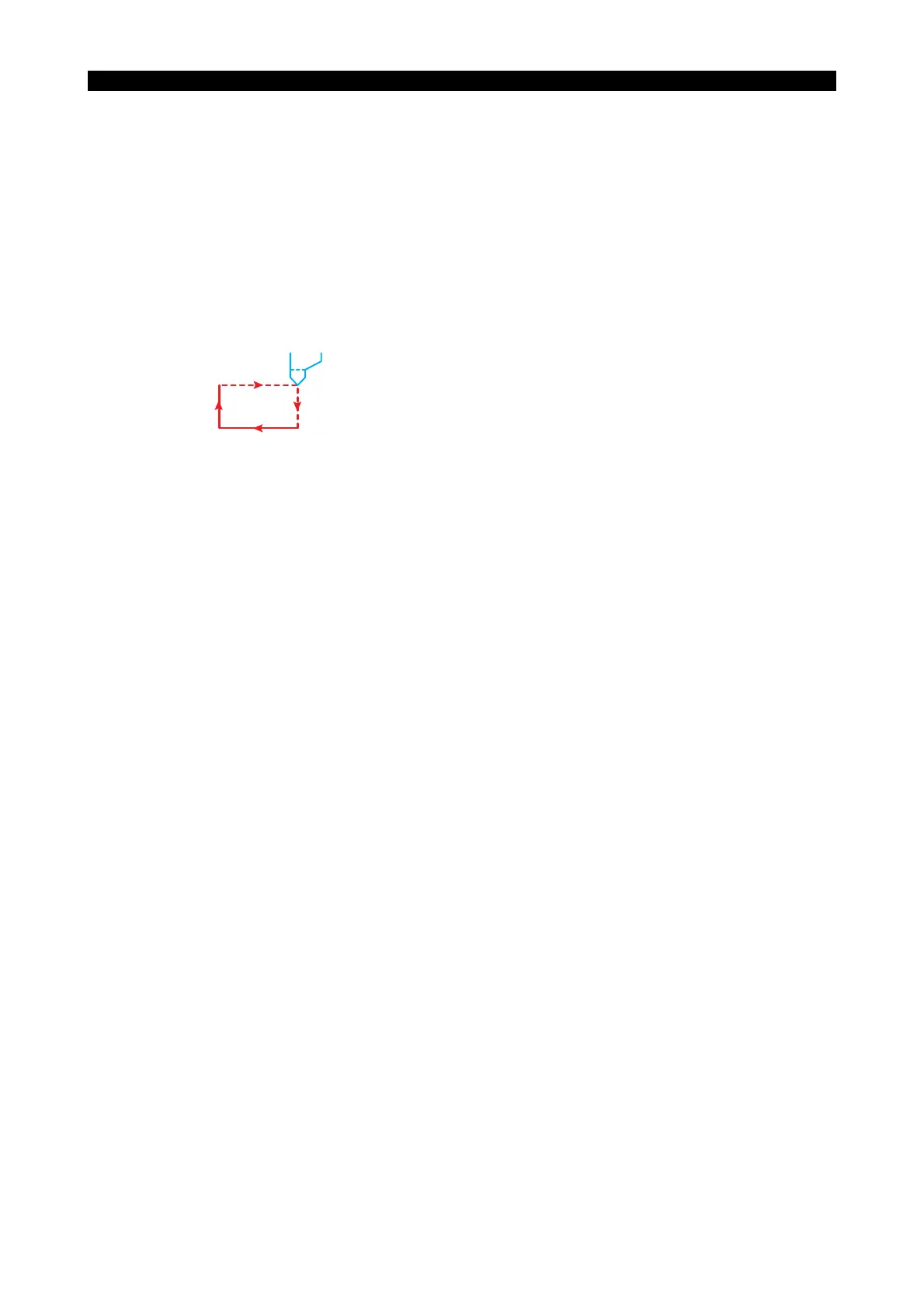
• Motion of Thread Cutting Tool
In thread cutting cycles called for by G31, G32 and G33, tool paths a and d are executed at a
rapid feedrate, b at the feedrate specified by an F word, and c at the rate determined by
parameter setting.
LE33013R0300900060001
• Lead of Taper Thread
The lead of a taper thread is parallel to the Z-axis in the G31 and G33 mode, and parallel to the
X-axis in the G32 mode.
In the G34 and G35 modes, an M code is used to designate the direction of thread lead:
M26: Cancelation of M27, parallel to Z-axis
M27: Parallel to X-axis
If no M code is specified in the G34 or G35 mode, the control assumes M26, parallel to the Z-
axis.
• Number of Thread Cutting Passes
Determine the number of thread cutting passes to complete the thread according the workpiece
material, thread lead, etc.
• Spindle Speed Change During Thread Cutting Cycle
If the spindle speed is changed during a thread cutting cycle, it will shift the starting point of the
cycle, damaging the thread being cut.
Therefore, never change spindle speed during thread cutting cycle.
• Feedrate Override
The feedrate override dial is inoperative during a thread cutting cycle.
• Chamfering
Chamfering in thread cutting to produce a thread vanish cone can be programmed by
commanding M23, if required. To cancel this mode, command M22.
M22: Chamfering OFF
M23: Chamfering ON
c
b
a
d