5238-E P-127
SECTION 7 FIXED CYCLES
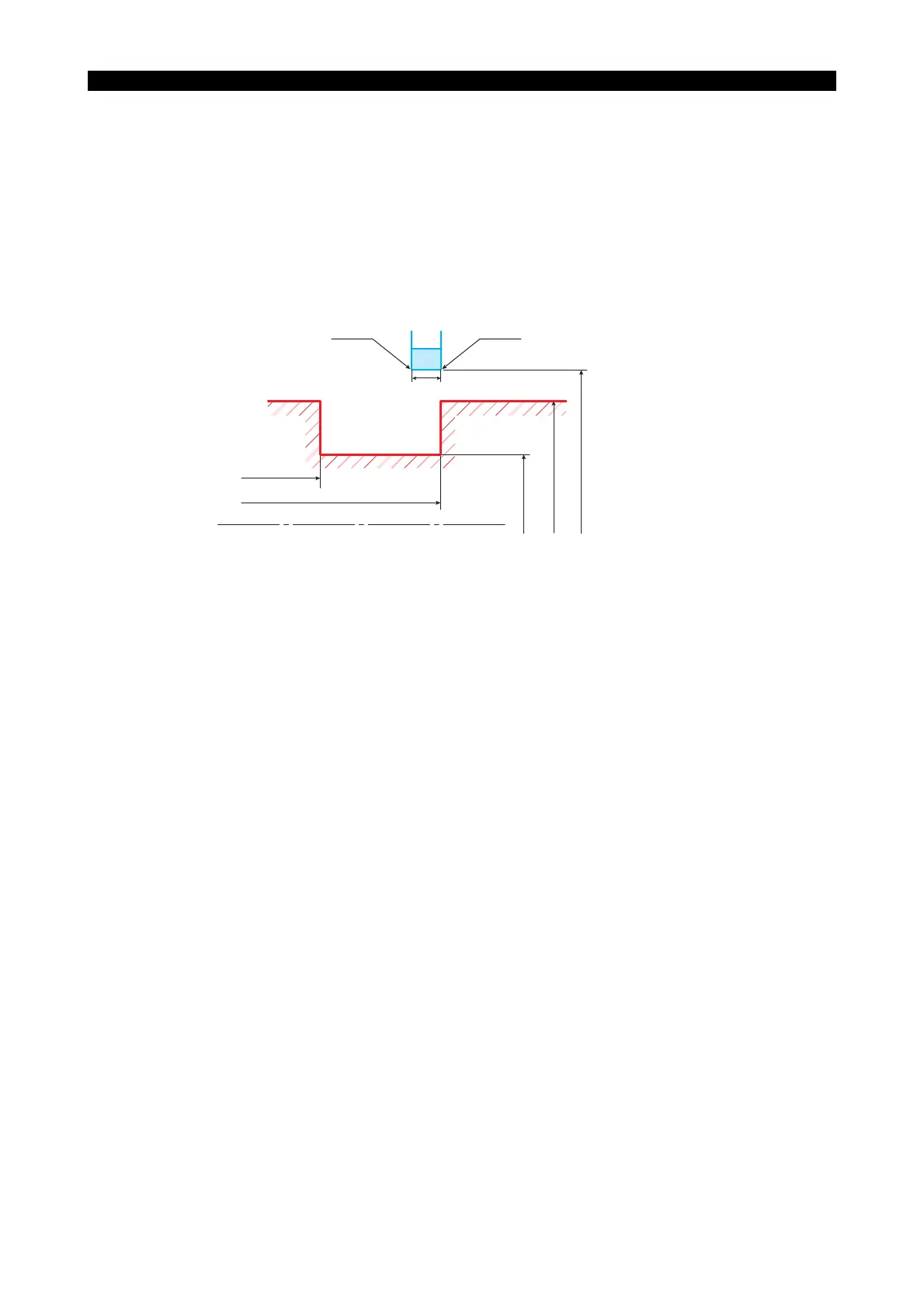
6-2. Example Program for Longitudinal Grooving Compound Fixed
Cycle (G73)
LE33013R0300900200001
T : Tool offset number determining the tool offset amount when target point on the Z-axis is
reached.
(If no T word is specified, the tool offset number selected on positioning to the starting point
of the grooving cycle is selected. The T command after this block is the one designated when
positioning to the starting point is performed.)
* : (Z-axis tool offset amount of #2) - (Z-axis tool offset amount of #1) = 20
T0102 T0101
210
20
300
110φ
190φ
240φ
N0001
N0002
N0003
G00
G73
X1000
X240
X110
Z1000
Z300
Z210
S300
I45
T0101
K18
M03
D20
M42
E0.2 F0.3 T0102