5238-E P-109
SECTION 7 FIXED CYCLES
5. Thread Cutting Compound Cycle (G71/G72)
5-1. Longitudinal Thread Cutting Cycle (G71)
[Function]
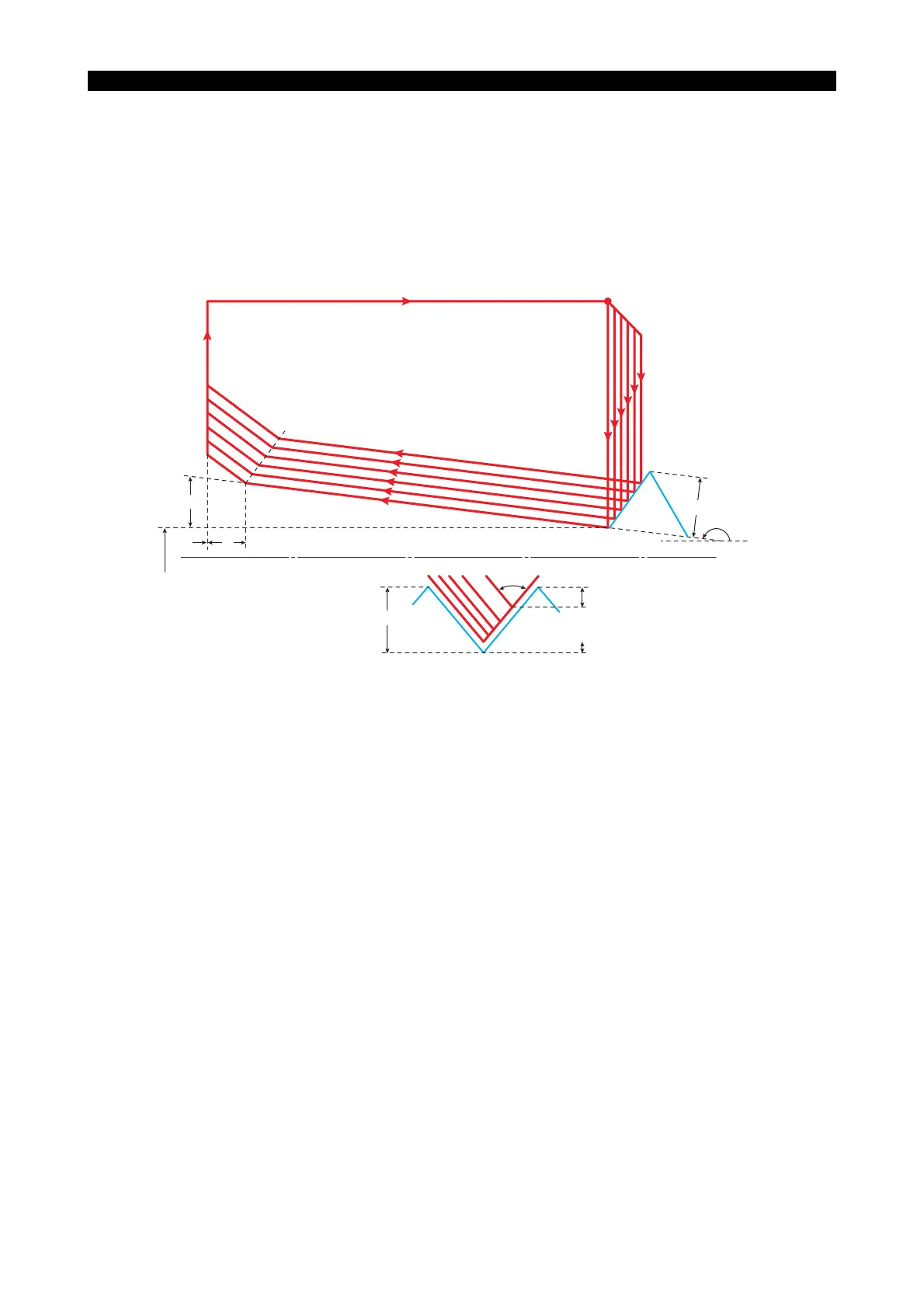
In G71 mode thread cutting cycle as shown below is performed:
LE33013R0300900070001
[Programming format]
LE33013R0300900070002
X : Final diameter of thread
Z : Z coordinate of end point of thread
A : Taper angle
I : Difference in radius between starting point and end point for taper thread
(expressed as a radius)
For taper thread, use either an A or I word.
B : Infeed angle
(0° x B < 180°; 0 if no designation. Normally it is equal to the cutter tip point angle.)
D : Depth of cut in the first thread cutting cycle
(Expressed as a diameter)
U : Finishing allowance
(Expressed as a diameter; no finishing cycle is performed if no U word is designated.)
H : Thread height
(Expressed as a diameter)
Starting point of thread cutting cycle
X
Z
I
L
D/2
U/2
A
H/2
H/2
B
{ }
G71X__ Z__ B__D__U__H__L__E__F__J__M__Q
I __
A__