5238-E P-258
SECTION 11 PROGRAMMING FOR SIMULTANEOUS 4-AXIS CUTS (2S Model)
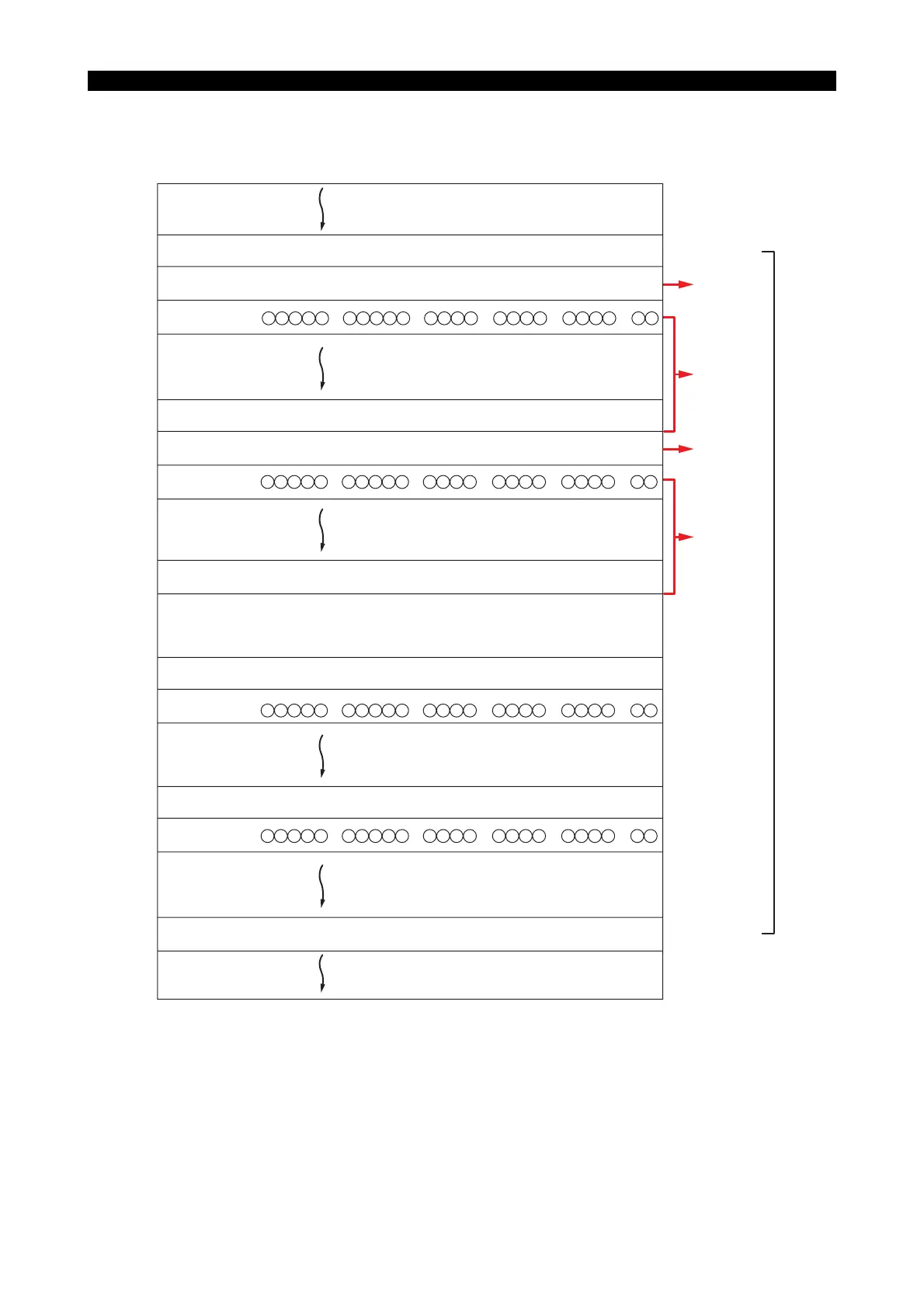
2. Programming Format
LE33013R0301300050001
• During the simultaneous 4-axis control mode, S commands, M commands relating to spindle
rotation (M00, M01, M03, M04, M05 and M41 through M44), and G96 calling for the constant
speed cutting mode must match for turrets A and B. Otherwise, an alarm results.
• If G13 and G14 codes for turret selection are not specified, the machine fails to perform the
intended operation.
Selects
turret A
Commands
here apply
to turret A
Commands
here apply
to turret B
Selects
turret B
Program for simultaneous cutting
Cutting program for turret A
Cutting program for turret B
Cutting program for turret B
Cutting program for turret A
N0000
N0001
N0049
N0050
N0051
N0100
N0101
N0150
N0151
G13
G14
G00
G13
G00
G14
G00
PZSTM
XZ
Z
PSTM
XPSTM
XZ PSTM
X