5238-E P-99
SECTION 7 FIXED CYCLES
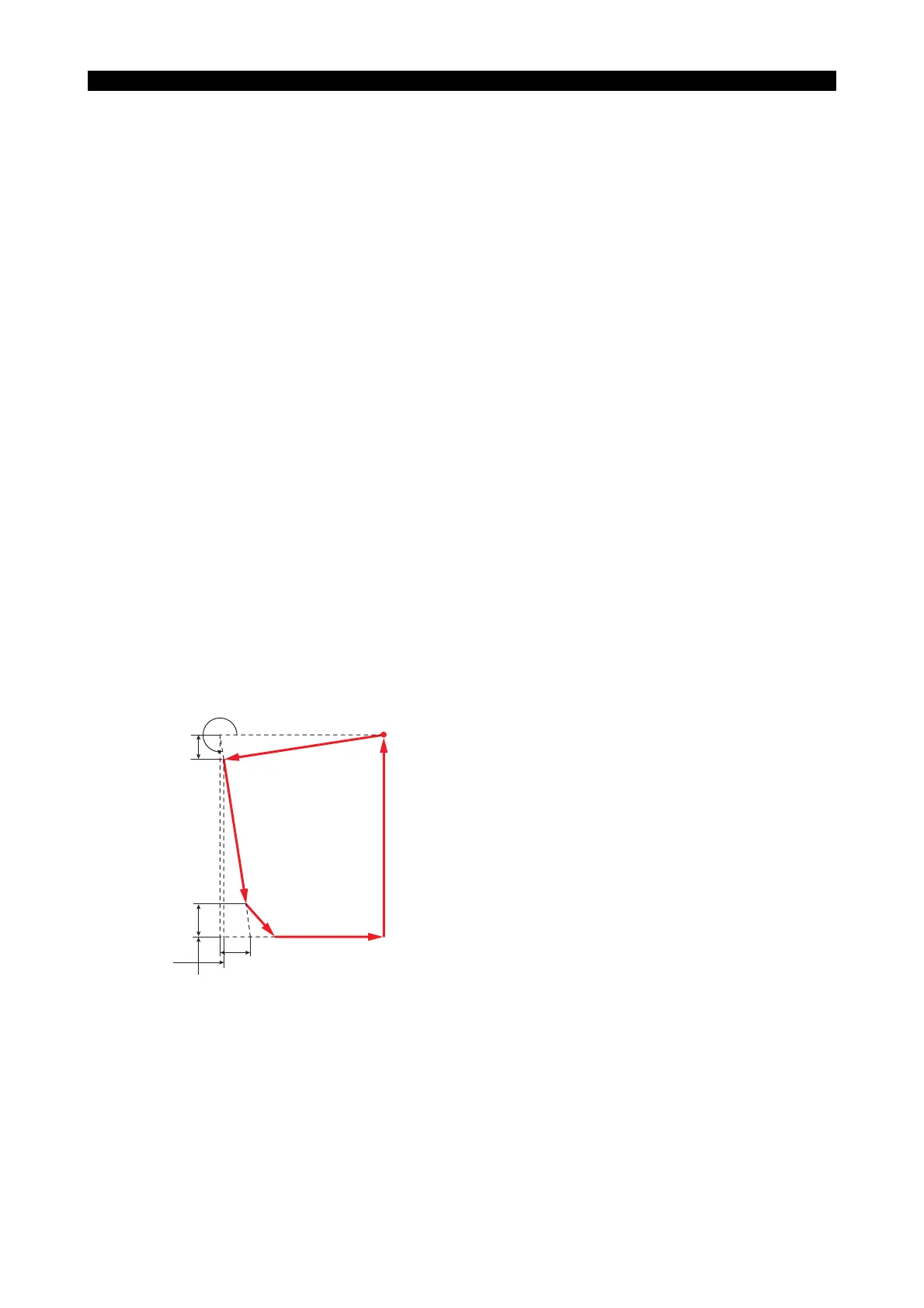
2-2. Fixed Thread Cutting Cycle: End Face (G32)
[Programming format]
LE33013R0300900040001
LE33013R0300900040002
X : Coordinate value of thread end point in X-axis direction
Z : Coordinate value of thread cutting pass in Z-axis direction
F : Thread lead (F/J if a J word specified.)
K : Difference between starting point and end point for taper thread cutting
(When no K word is specified, the control assumes K=0.)
"+" increasing taper
"-" decreasing taper
A : Taper angle referenced to axis parallel to Z-axis
(Taper is specified by either an I or A word.)
E : Lead variation per lead in cutting variable lead thread
(When no E word is specified, the control assumes E=0.)
I : X-axis shift amount of thread cutting starting point
(When no I word is specified, the control assumes I=0.)
L : Chamfering distance
(When no L word is specified, the control assumes L=one lead at thread cutting starting)
J : Number of threads within a distance specified by F word
(When no J word is specified, the control assumes J=1.)
C : Phase difference for multi-thread thread cutting (C=0 if omitted.)
G32X__ Z__ (E___)(I__)(L__)(J__)F__(C__)
{ }
A__
K__
Starting point
A
I
L
K
Z
X