5238-E P-97
SECTION 7 FIXED CYCLES
2. Fixed Thread Cutting Cycles
For details on writing thread cutting programs, refer to "Precautions when Programming Thread
Cutting Cycles".
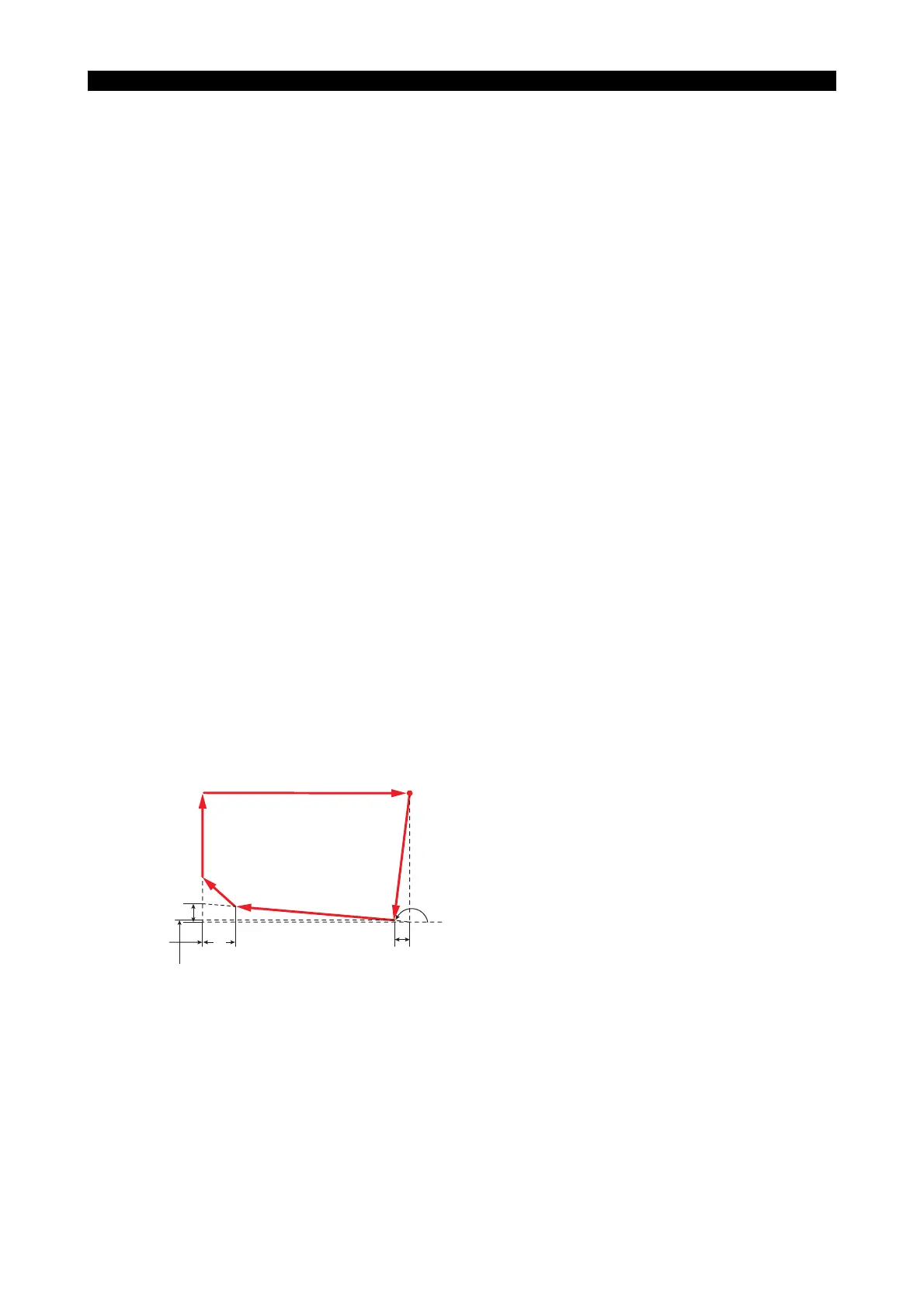
2-1. Fixed Thread Cutting Cycle: Longitudinal (G31, G33)
[Programming format]
LE33013R0300900030001
LE33013R0300900030002
A thread cutting cycle can be programmed in the same manner with G31 as with G33.
G33 : Fixed thread cutting cycle (longitudinal) command
G31 : Fixed thread cutting cycle command
X : Thread diameter for each thread cutting cycle
Z : Coordinate value of thread end point in Z-axis direction
F : Thread lead (F/J if a J word is provided.)
I : Difference in radius between start and end of taper
A : Taper angle (Taper is specified by either an I or A word.)
E : Z-axis shift amount of thread cutting starting point
(When no K word is specified, the control assumes K=0.)
L : Chamfering distance
(When no L word is specified, the control assumes L=one lead at thread cutting start)
L word is effective in the thread chamfering ON (M23) mode.
J : Number of threads within a distance specified by the F word
(When no J word is specified, the control assumes J=1.)
C : Phase difference for multi-thread thread cutting
(when no C word is specified, the control assumes C=0.)
{ }
G33 X__ Z__ (E__) F__ (K__)(L__)(J__)(C__)
(G31)
A__
I __
Z
X
L
I
K
A
Starting point