5238-E P-98
SECTION 7 FIXED CYCLES
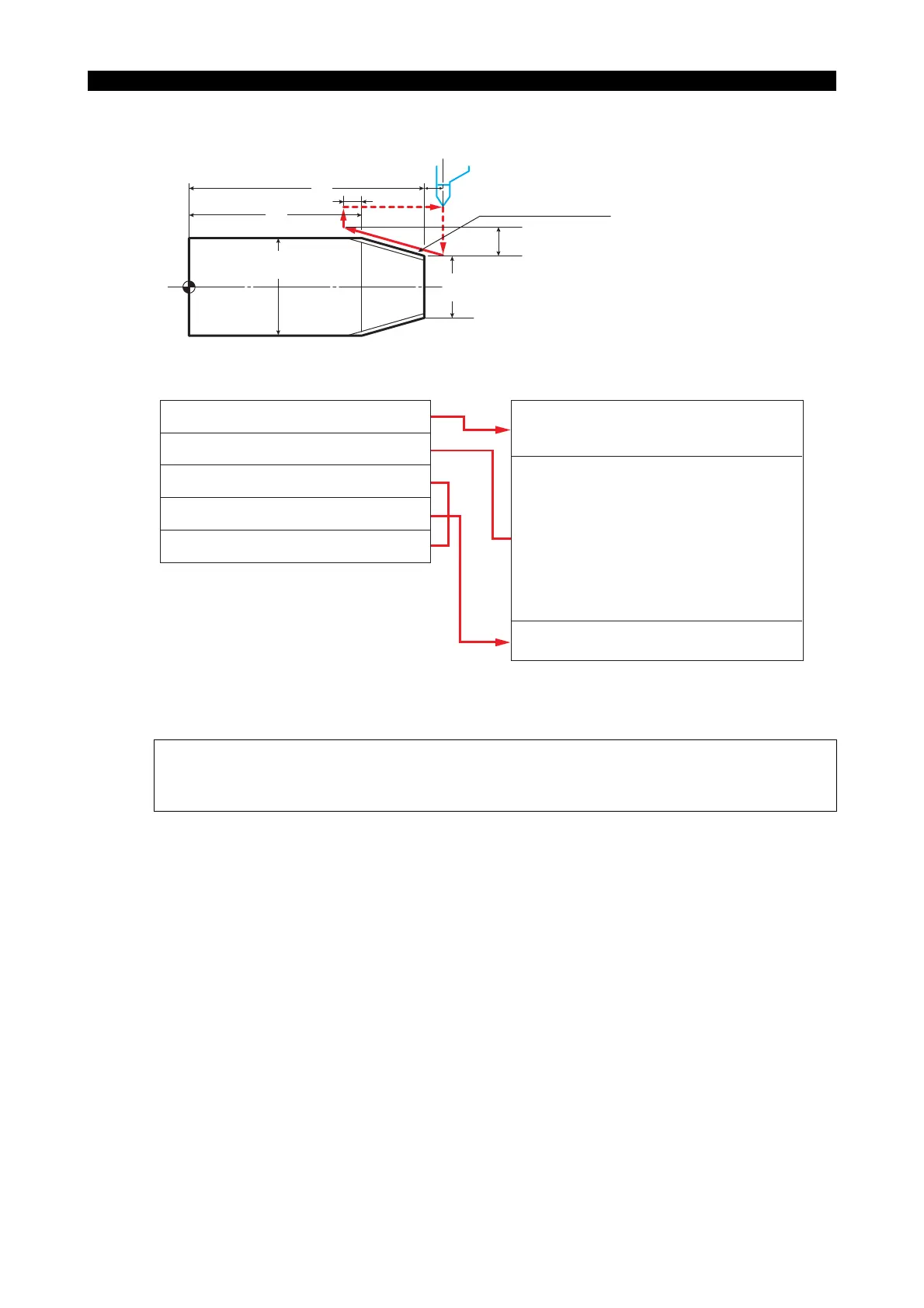
Example Program: Constant Lead Taper Thread
LE33013R0300900030003
[Supplement]
1) The sign of an I word determines increasing or decreasing taper ("+" for increasing taper and
"-" for decreasing taper). The plus sign (+) may be omitted.
2) The difference in radius between the starting point and end point is expressed by an I word.
N001
N002
N003
N004
N005
G00
G33
X40
X17
X16.5
X16.2
X16.05
Z96
Z54 17 F1.5
Positioning to the thread cutting starting point,
X = 40 mm (in dia.) and Z = 96 mm, at a rapid
feedrate.
Thread lead is commanded as a
lead along the Z-axis.
• With an I word in the G33 block,the taper
thread cutting cycle indicated in the drawing
above is carried out.
• X, Z and F words are determined in the same
manner as when cutting a straight thread.
• The value I in this example can be calculated
according to the following equation:
[(96 - 54) × 1/3]/2 = 7
Note that the I word specifies
a difference in radius.
Program X dimension (as a diameter) for
each succeeding thread cutting pass.
90
60
6
6
20φ
30φ
I = 7 mm
1/3 taper, lead 1.5 mm