5238-E P-345
SECTION 15 APPENDIX
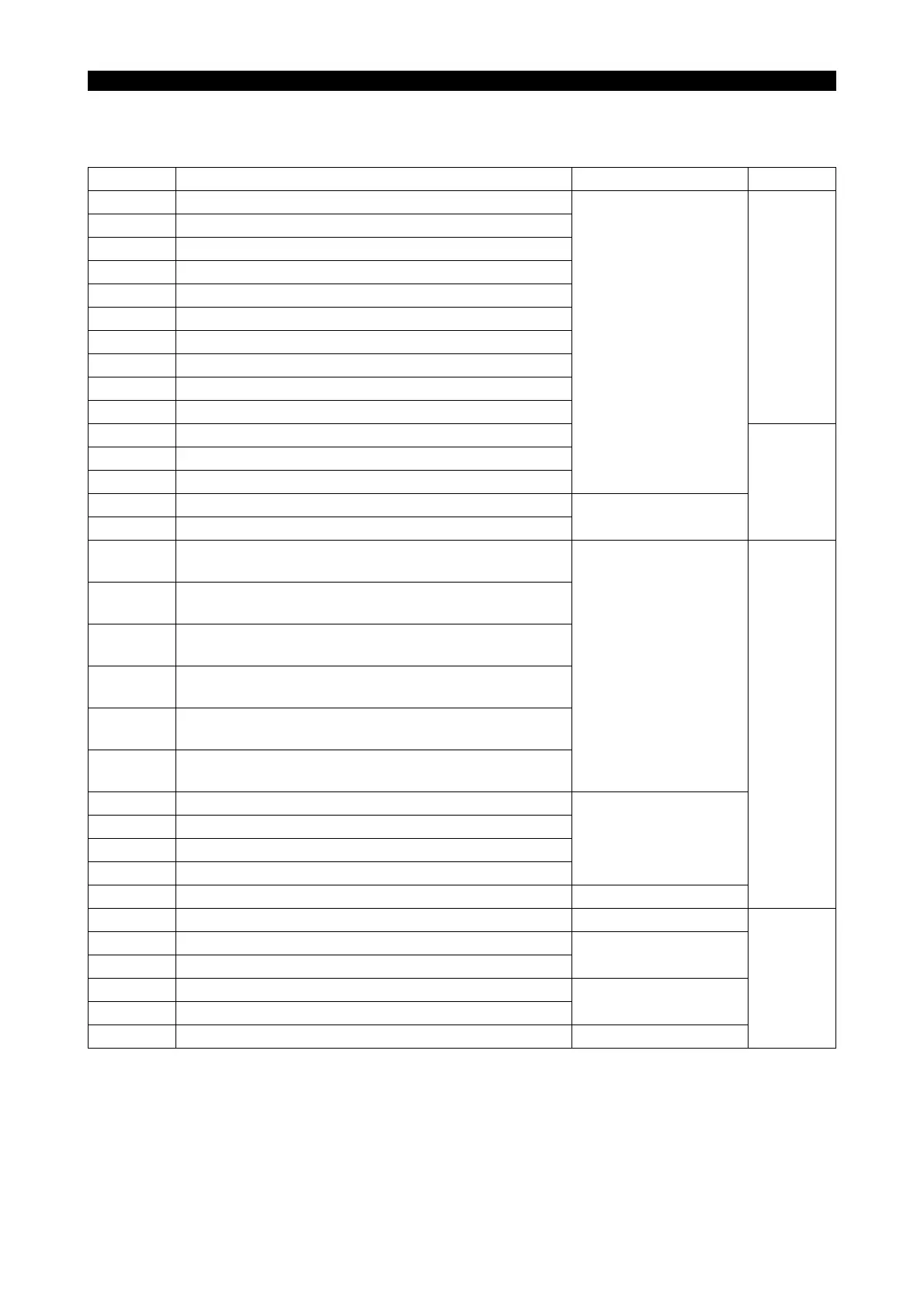
3. Table of System Variables
Variables Contents Setting Range Suffix
VZOFZ Z-axis zero offset
0 to ±99999.999
None
VZOFY Y-axis zero offset
VZOFX X-axis zero offset
VZOFC C-axis zero offset
VZOFW W-axis zero offset
VZSHZ Z-axis zero shift
VZSHY Y-axis zero shift
VZSHX X-axis zero shift
VZSHC C-axis zero shift
VZSHW W-axis zero shift
VTOFZ Z-axis tool offset
0 to 32
0 to 64
0 to 96
VTSOY Y-axis tool offset
VTOFX X-axis tool offset
VNSRZ Nose radius compensation for Z-axis
0 to ±999.999
VNSRX Nose radius compensation for X-axis
VPVLZ
Positive variable limit on Z-axis (machine coordinate
system)
0 to ±99999.999
None
VPVLX
Positive variable limit on X-axis (machine coordinate
system)
VPVLW
Positive variable limit on W-axis (machine coordinate
system)
VNVLZ
Negative variable limit on Z-axis (machine coordinate
system)
VNVLX
Negative variable limit on X-axis (machine coordinate
system)
VNVLW
Negative variable limit on W-axis (machine coordinate
system)
VINPZ Droop amount in Z-axis
0 to 1000
(0 to 10000)
VINPY Droop amount in Y-axis
VINPX Droop amount in X-axis
VINPC Droop amount in C-axis
VTRTS T-axis rapid feedrate (1/10 min
-1
) 1 to 32767
VTLGN Tool group number 0 to 24
1 to 12
1 to 20
1 to 96
VTLSN Number set for tool life
0 to 9999
VTLCN Number of machined workpieces for tool life
VTLST Time Set for tool life
0 to 359999
VTLCT Cutting time for tool life
VTLSA Tool wear amount set for tool life 0 to 999.999