5238-E P-346
SECTION 15 APPENDIX
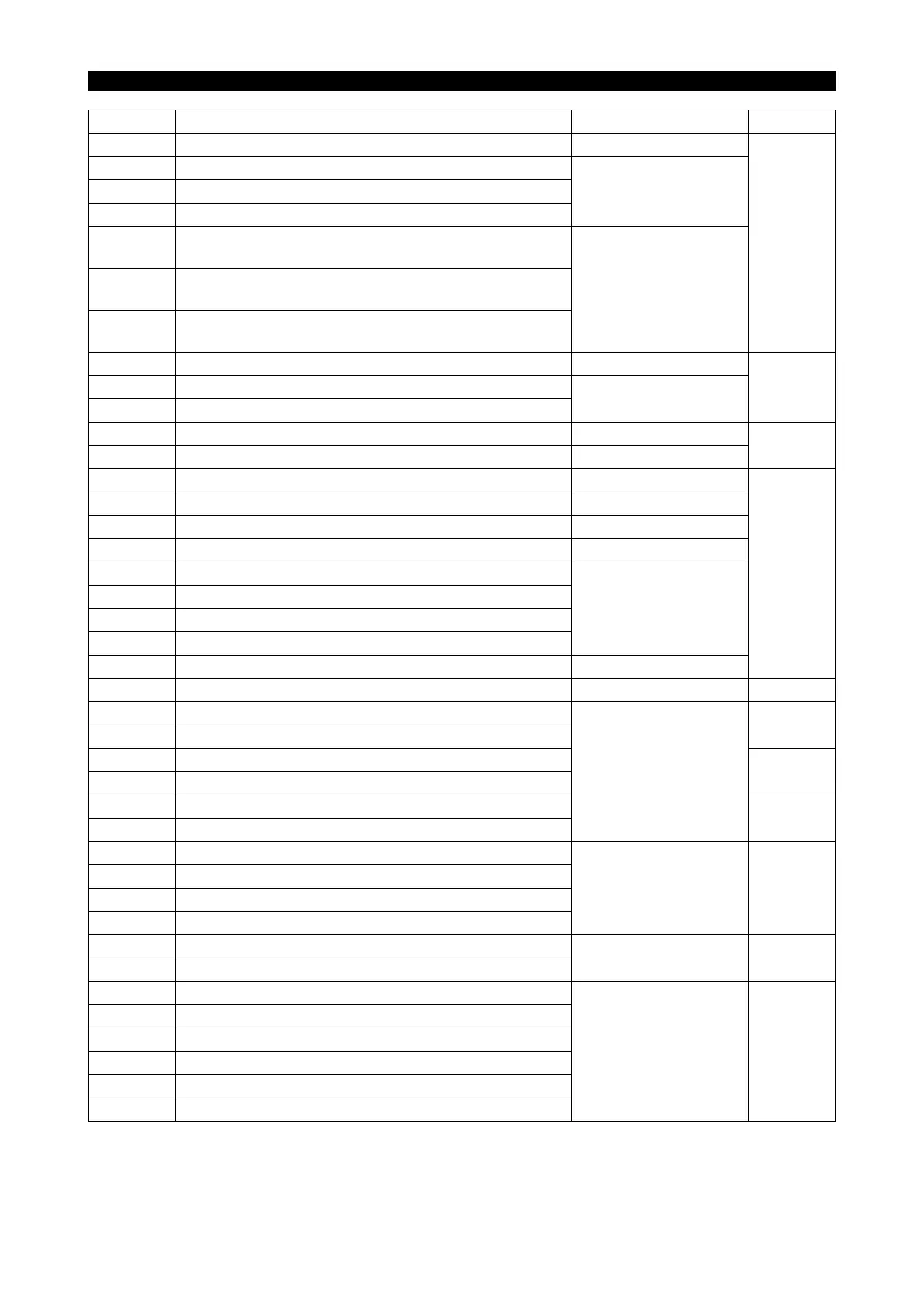
VTLCA Actual tool wear amount for tool life 0 to 9999.999
1 to 12
1 to 20
1 to 96
VTLOA Tool offset number (group 1)
0 to 32
0 to 64
0 to 96
VTLOB Tool offset number (group 2)
VTLOC Tool offset number (group 3)
VTLUS
Variable which indicates that the tool was used in a
program
0/1VTLNG
Variable which indicates that the tool was evaluated as
NG in gauging
VTLLF
Variable which indicates that the tool has been used to
the life
VGRSL Tool number selected in the group 0 to 96
1 to 12
1 to 20
1 to 24
VGRLF Tool life variable (group tools)
0/1
VGRID Tool index occurrence variable (group tools)
VXMPO Input position number for post-process gauging unit 0 to 12
1 to 12
VXMCD Offset amount 0 to ±999.999
VXMON Tool offset number to be offset 0 to 32/64/96
1 to 12
VXMTG Tool group number to be offset 1 to 12/24
VXMOG Tool offset group number to be offset 1 to 3
VXMXZ Axis designation for offset (0: X-axis, 1: Z-axis) 0/1
VXMNC Offset skip counter
0 to 99
VXMCO Consecutive counter for ±OK
VXMMC Counter ignoring offset
VXMMO Counter ignoring ±OK
VXMMD Storing the result of previous gauging 1/2/4/8/16/32/64
VXMDR Data read/not read variable 0/80 None
VRNGZ Z-axis datum ring position (program coordinate system)
0 to ±99999.999
None
VRNGX X-axis datum ring position (program coordinate system)
VSNZ Z-axis sensor position (machine coordinate system)
1/2
VSNX X-axis sensor position (machine coordinate system)
VIMDZ Z-axis in-process gauging data
1 to 12
VIMDX X-axis in-process gauging data
VPFVZ Z-axis pitch error compensation value
0 to ±0.999 1 to 120
VPFVY Y-axis pitch error compensation value
VPFVX X-axis pitch error compensation value
VPFVT CT-axis pitch error compensation value
VPCHX X-axis pitch
2.000 to 65.000 None
VPCHZ Z-axis pitch
VTOAA Tool offset number A of tool at ATC 1st position
0 to 96 1 to 96
VTOBA Tool offset number B of tool at ATC 1st position
VTOCA Tool offset number C of tool at ATC 1st position
VTOAB Tool offset number A of tool at ATC 2nd position
VTOBB Tool offset number B of tool at ATC 2nd position
VTOCB Tool offset number C of tool at ATC 2nd position
Variables Contents Setting Range Suffix