5238-E P-347
SECTION 15 APPENDIX
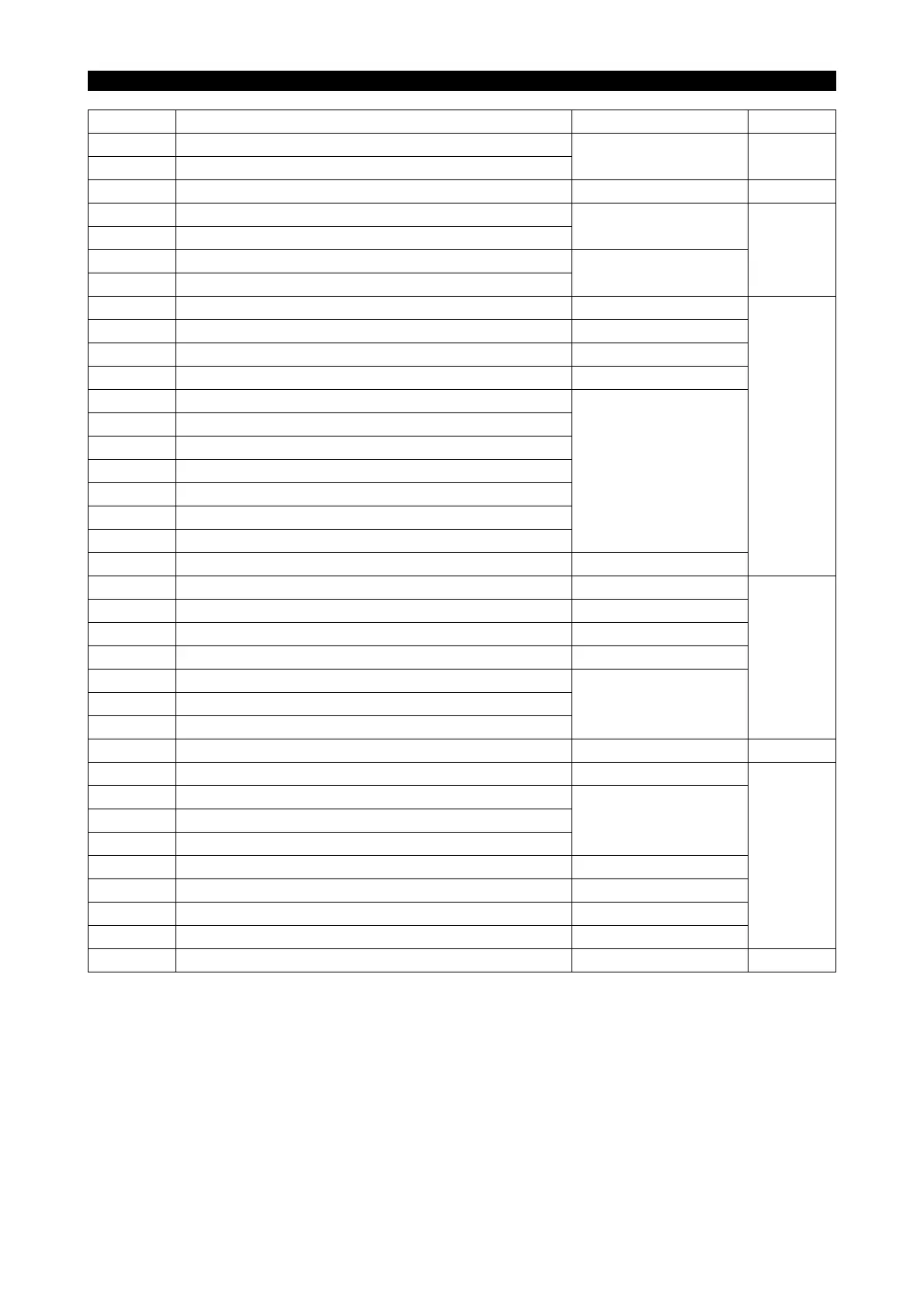
VTHRZ Thread phase matching amount in the Z-axis direction
0 to ±99999.999 None
VTHRX Thread phase matching amount in the X-axis direction
VLMON Load monitoring axis command 0 to 127 1 to 64
VEINT Interruption permitted axis command
0 to 3
None
VBNCT Block number count or not count
VPWSP Parts catcher workpiece chute position
0 to ±99999.999
VPWTP Parts catcher workpiece transfer position
VTLIN Tool classification code number 1 to 38
1 to 12
1 to 20
1 to 96
VTLFN Tool form code number 0 to 4
VTLA1 Tool nose angle 0 to 360.000
VTLA2 Cutting edge angle 0 to ±360.000
VTLL Tool holder length/projection/drill length
0 to 9999.999
VTLD Tool holder dia./drill dia.
VTLW Tool width
VTIZN Tool interference point; ZN
VTIZP Tool interference point; ZP
VTIXN Tool interference point; XN
VTIXP Tool interference point; XP
VTIPN Tool interference pattern number 0 to 2
VGRIN Tool classification code number 1 to 38
1 to 12
1 to 20
1 to 24
VGRFN Tool form code number 0 to 4
VGRA1 Tool nose angle 0 to 360.000
VGRA2 Cutting edge angle 0 to ±360.000
VGRL Tool holder length/projection/drill length
0 to 9999.999VGRD Tool holder dia./drill dia.
VGRW Tool width
VSIDC Spindle orientation (pin type/electric type) 0/1 None
VEXPO RS232C post-process gauging point 0 to 9
1 to 12
VEXTR RS232C post-process gauging turret
0/1VEXAX RS232C post-process gauging axis
VEXGF RS232C post-process gauging group flag
VEXTO RS232C post-process gauging tool offset number 0 to 32
VEXOG RS232C post-process gauging offset group number 0 to 3
VEXOK RS232C post-process gauging result 0/1
VEXFB RS232C post-process gauging feedback value 0 to ±999999
VEXDR RS232C post-process gauging data end variable 0/80 None
Variables Contents Setting Range Suffix