5238-E P-348
SECTION 15 APPENDIX
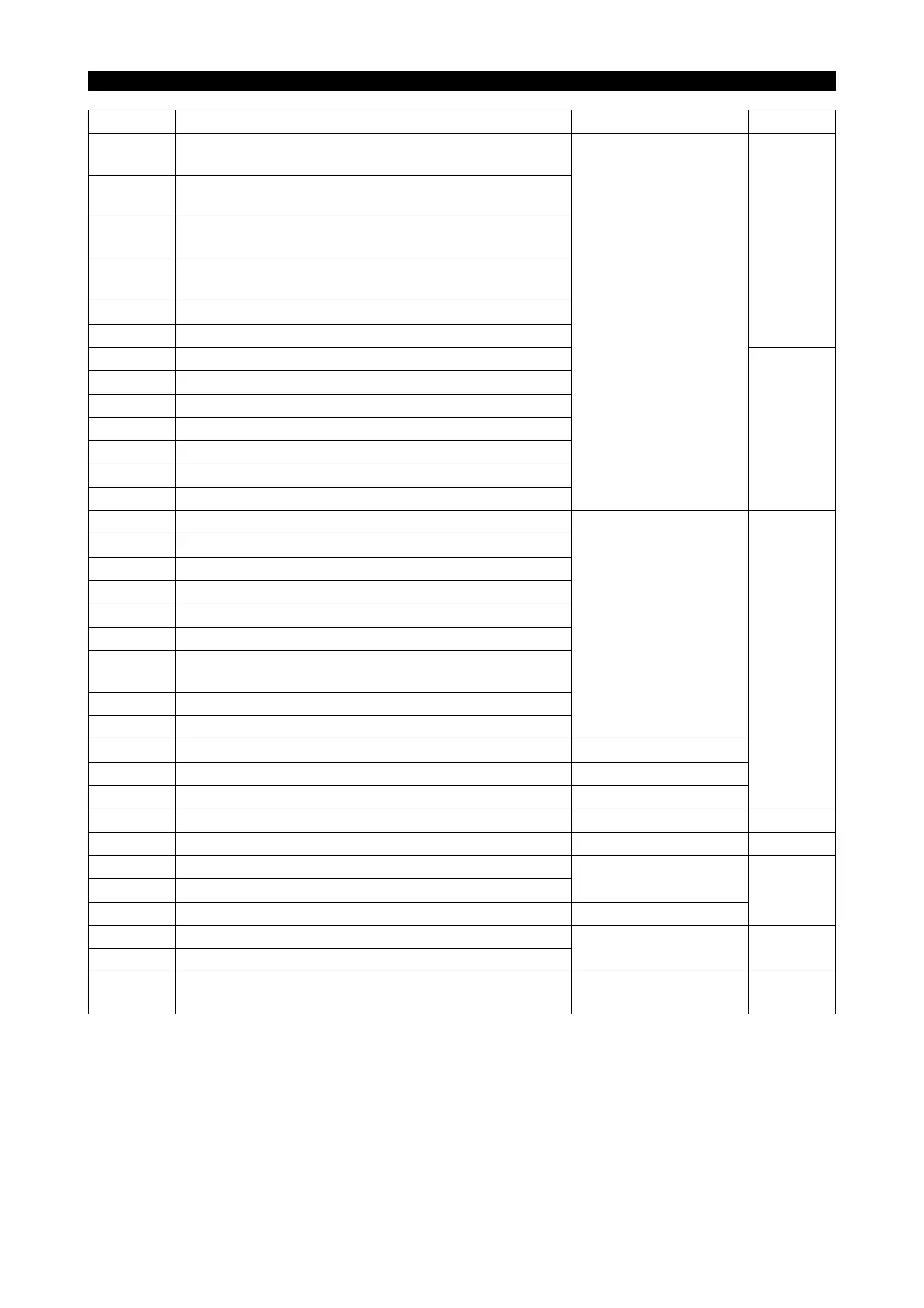
VSIOZ
Z-axis command target point (program coordinate
system)
READ ONLY
None
VSIOY
Y-axis command target point (program coordinate
system)
VSIOX
X-axis command target point (program coordinate
system)
VSIOC
C-axis command target point (program coordinate
system)
VAPAZ Z-axis actual position (machine coordinate system)
VAPAX X-axis actual position (machine coordinate system)
VSKPZ Z-axis sensor touch point (machine coordinate system)
1 to 2
VSKPY Y-axis sensor touch point (machine coordinate system)
VSKPX X-axis sensor touch point (machine coordinate system)
VSKPC C-axis sensor touch point (machine coordinate system)
VETFZ Presently used tool offset amount in Z-axis
VETFY Presently used tool offset amount in Y-axis
VETFX Presently used tool offset amount in X-axis
VDIFZ DIF in Z-axis
READ ONLY
None
VDIFX DIF in X-axis
VETON Tool offset number of active tool
VETLN Tool number of active tool
VAPPZ Tool retract intervention point in Z-axis
VAPPX Tool retract intervention point in X-axis
VMIRZ
Coordinate system direction match flag ($00: OK,
$80:NG)
VRSTT Sequence restart ($00:OFF, $80:ON)
VPAI π (Circular constant)
VCNGC Post-process gauging NG consecutive counter 0 to 255
VXMDS Post-process gauging data set variable 0 to 128
VTOPC Top cut judgment READ ONLY
VCEJM CEJ MATIC read data 0 to ±99999.999 1 to 12
VMCN Gauging counter 0 to 9999 1 to 32
VMDT A/B turret data transfer variable
UNLIMITED
1 to 12VXMBD Binary data of gauged BCD data
VXMAB Turret designation for offset 0/1
VWKCS Work counter setting value 0 to 99999999 1 to 4
VWKCC Work counter counting value
VUACM User alarm comment
Characters-strings
(Max. 16 characters)
1 to 16
Variables Contents Setting Range Suffix