5238-E P-12
SECTION 1 PROGRAM CONFIGURATIONS
2 Calculate the cutting time, T, on the basis of the cutting conditions indicated above to feed the
axes along the slot.
LE33013R0300300140003
3 Inside the computer, the distance L3 between A and B is calculated in the following manner.
LE33013R0300300140004
4 The feedrate to be specified in the program is approximately calculated as below:
LE33013R0300300140005
Specify F67.5 in the program.
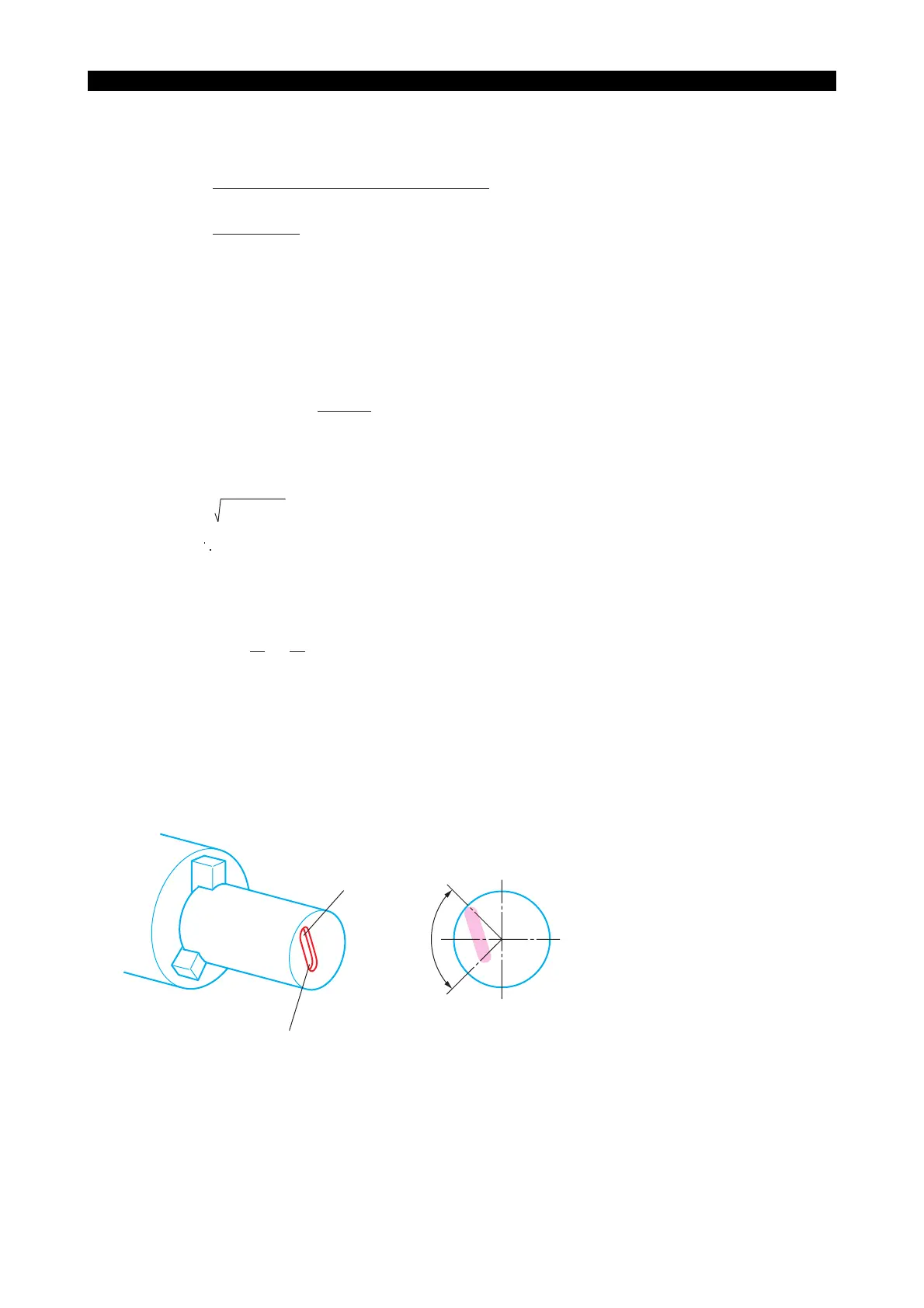
10-3. Cutting by Controlling Both C-axis and X-axis Simultaneously
Example:
LE33013R0300300150001
• The cutting conditions are the same as used in "Cutting by Controlling Both C-axis and Z-axis
Simultaneously".
T=
=
= 2 (min)
L
2
(Feed per tooth) x (Number of teeth) x (min
-1
)
80
0.05 × 2 × 400
X-axis travel
= 50 mm
C-axis travel = 90° ×
(conversion based on 360° = 500 mm)
Therefore, the distance between A and B is calculated as below:
360°
500 mm
= 125 mm
L
3 = 50
2
+ 125
2
=
135 (mm)
F =
L
3
T
135
2
= = 67.5
90°
A
B
Point A coordinate value X = 80
Z = 100
C = 120
X = 40
Z = 100
C = 210
Point B coordinate value