5238-E P-110
SECTION 7 FIXED CYCLES
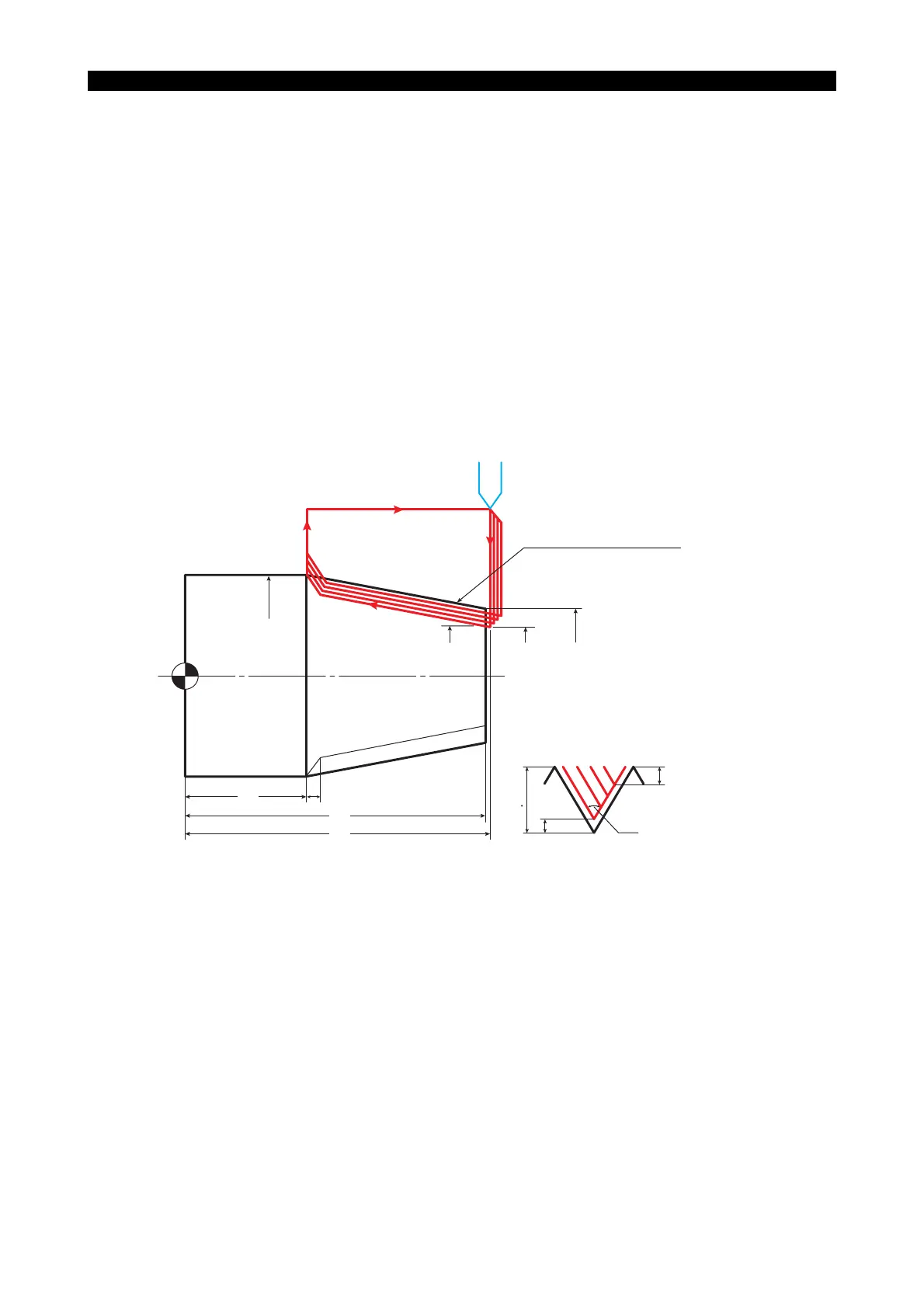
5-2. Program Example for Longitudinal Thread Cutting Compound
Fixed Cycle (G71)
LE33013R0300900080001
Example 1:
Using M32 (one-face cutting mode) and M75 (infeed pattern 3):
LE33013R0300900080002
L : Chamfering distance in final thread cutting cycle
(Effective in M23 mode; if no L word is designated in the M23 mode, L is assumed to
be the distance equivalent to one lead.)
E : Lead variation rate per lead for variable lead thread
F : Thread lead (F/J if a J word specified.)
J : Number of threads within a distance specified by F word
(When no J word is designated, the control assumes J=1.)
M : Used to select thread cutting pattern and mode of infeed.
(For details, refer to "M Code Specifying Thread Cutting Mode and Infeed Pattern")
Q : The number of threads for multi-thread thread cutting (refer to "Multi-thread Thread
Cutting Function in Compound Fixed Thread Cutting Cycle".)
Depth of cut in first
thread cutting cycle
Lead 6, lead increase 0.2
60φ
7.8/2
0.2/2
1.5/2
30φ
28φ
40φ
35
3
85
87
60°
N001
$
G71 X28 I11 B60 D1.5 U0.2
M23
H7.8
M32
L3
M75
E0.2 F6
Z35