5238-E P-104
SECTION 7 FIXED CYCLES
LE33013R0300900060002
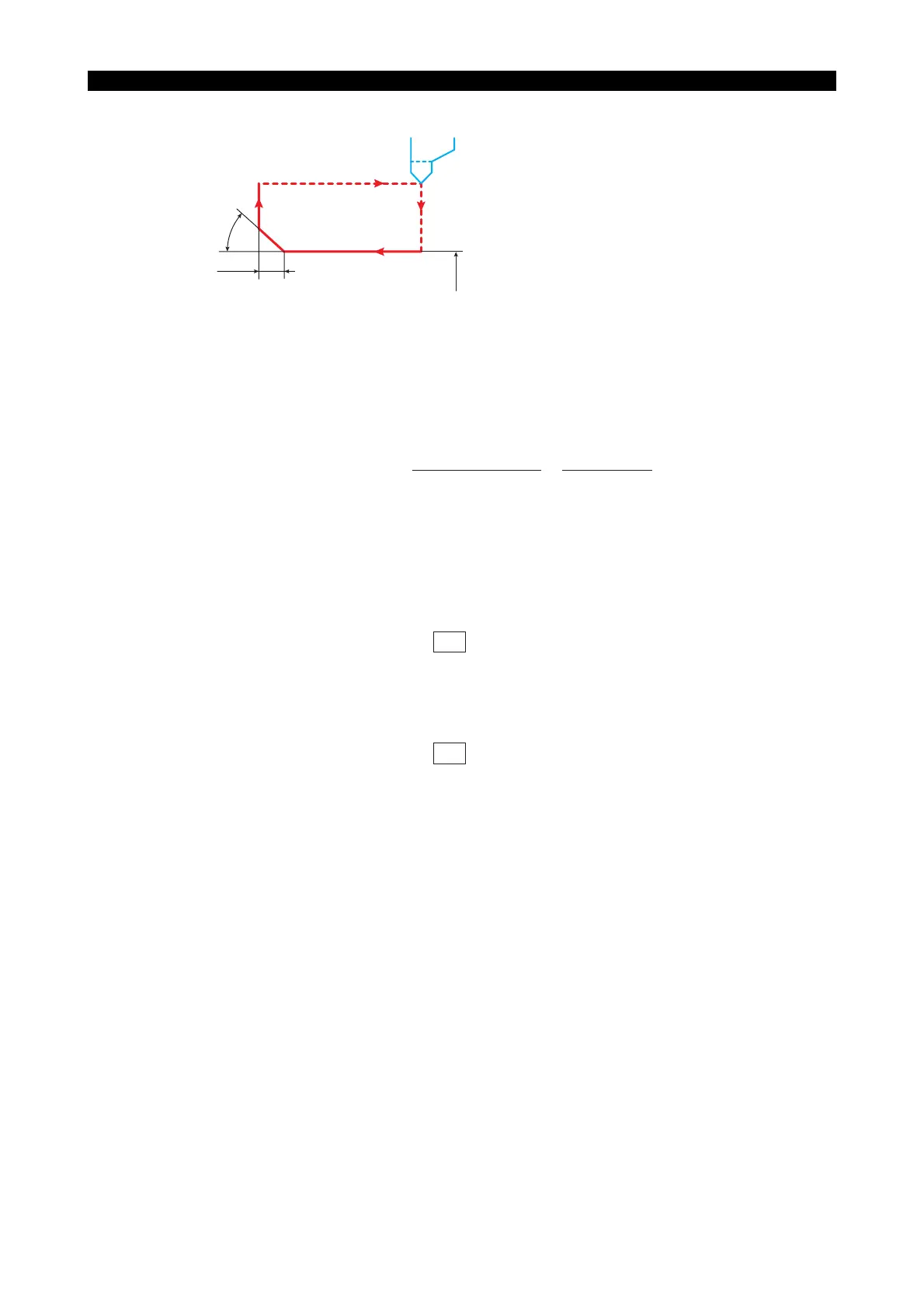
The feedrate used for chamfering in the X-axis direction is set at Feedrate of chamfering in
thread cycle of optional parameter (OTHER FUNCTION 1).
LE33013R0300900060003
Therefore, the chamfering angle θ is determined by the feed in the Z-axis direction (designated
in the thread cutting program) and the feed in the X-axis direction.
Example chamfering program:
LE33013R0300900060004
Equal to one lead when no L command is given
Amount of one lead
Z
L
K
θ
Parameter setting (µ)
Feedrate on the X-axis (mm/min) =
{
10
3
60×10
3
(msec)
8 (msec)
×
}
N001
N002
N003
N001
N001
N001
G00
G33
G00
X40
X29
X28.5
X28.2
X28.05
X1
Z80
Z50
Z1
M23
F1.5
M22