5238-E P-105
SECTION 7 FIXED CYCLES
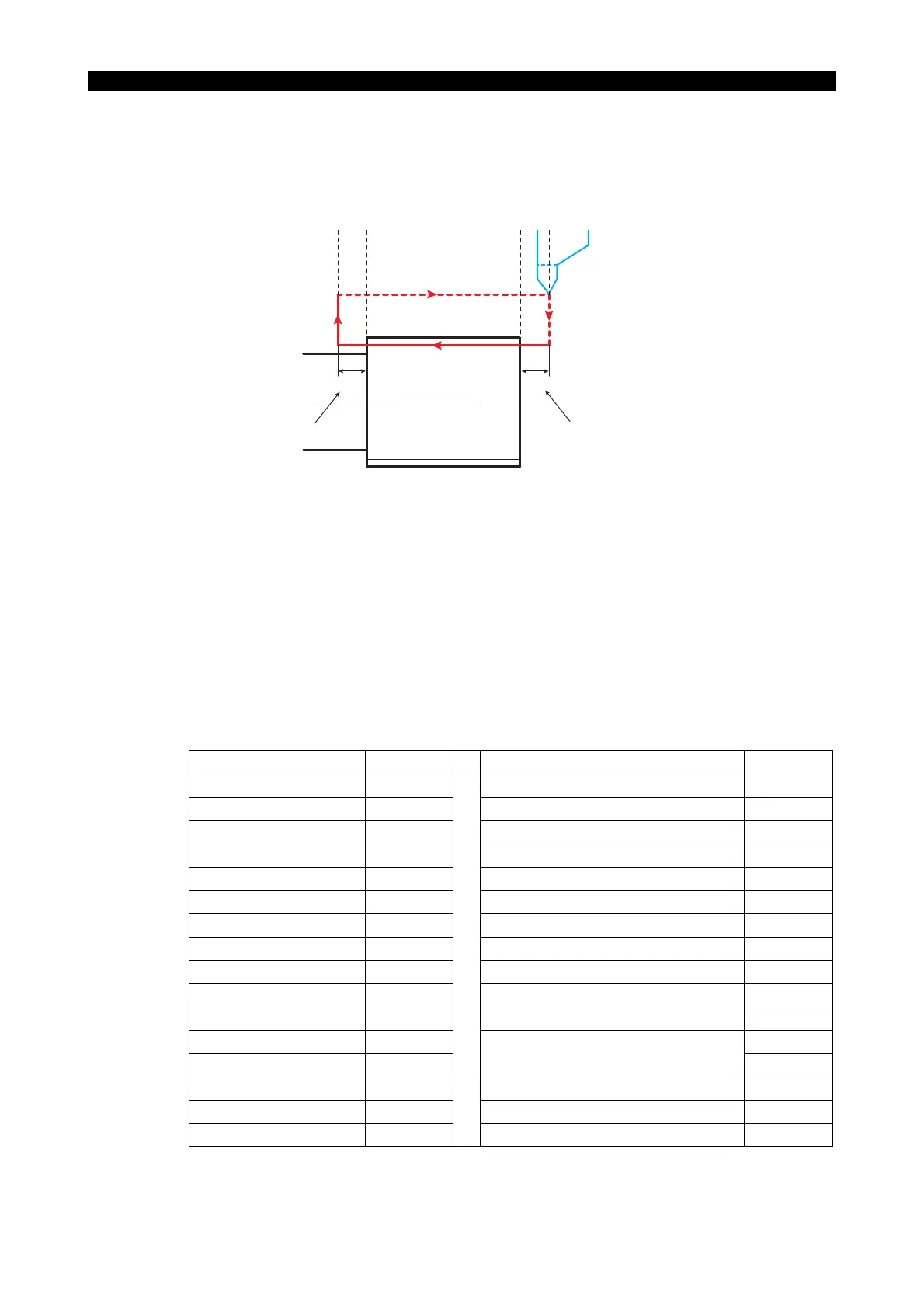
• Extra Length in Thread Cutting Program
Since a certain length of incomplete thread is usually produced near the start and end point of
the cut, it is necessary to add appropriate amounts δ1 and δ2 at the start and end of the thread
to be cut in order to cut the proper thread shape.
LE33013R0300900060005
Values δ
1
and δ
2
vary depending on the cutting conditions. Generally, these values must satisfy
the following equations:
LE33013R0300900060006
The values of constant K for individual models are indicated below:
Model K[X10
-3
] Model K[X10
-3
]
LB200 0.48 MACTURN250 1.17
LB200MY 0.64 MACTURN350 1.39
LB250 0.48 MACTURN550 1.60
LB300 0.53 MULTUS-B300 1.07
LB300MY 0.64 LVT300 0.75
CAPTAIN L370 0.53 LVT400 1.07
LB400 0.64 LT200 0.75
CAPTAIN L470 0.64 LT300 1.28
LB35II 1.28 LCS250 0.96
LB45II 0.96 LAW-2S 1.28
LB45IIMY 1.17 (Priority given to smooth cut surface) 2.56
LU35 1.28 LAW-F 0.85
LU45 1.28 (Priority given to smooth cut surface) 2.56
LU300 0.53 LFS10 0.85
LU300MY 0.64 LF150G 0.64
LU400 0.64 LOC650 (LC50) 0.96
Z4
Z3
Z2 Z1
δ
2
δ 1
(Approach distance)
Length of incomplete thread
δ2 > K × N × P
δ
1 > K × N × P
where,
N: spindle speed
P: lead
K: machine-model-dependent constant