5238-E P-95
SECTION 6 OFFSET FUNCTION
[Supplement]
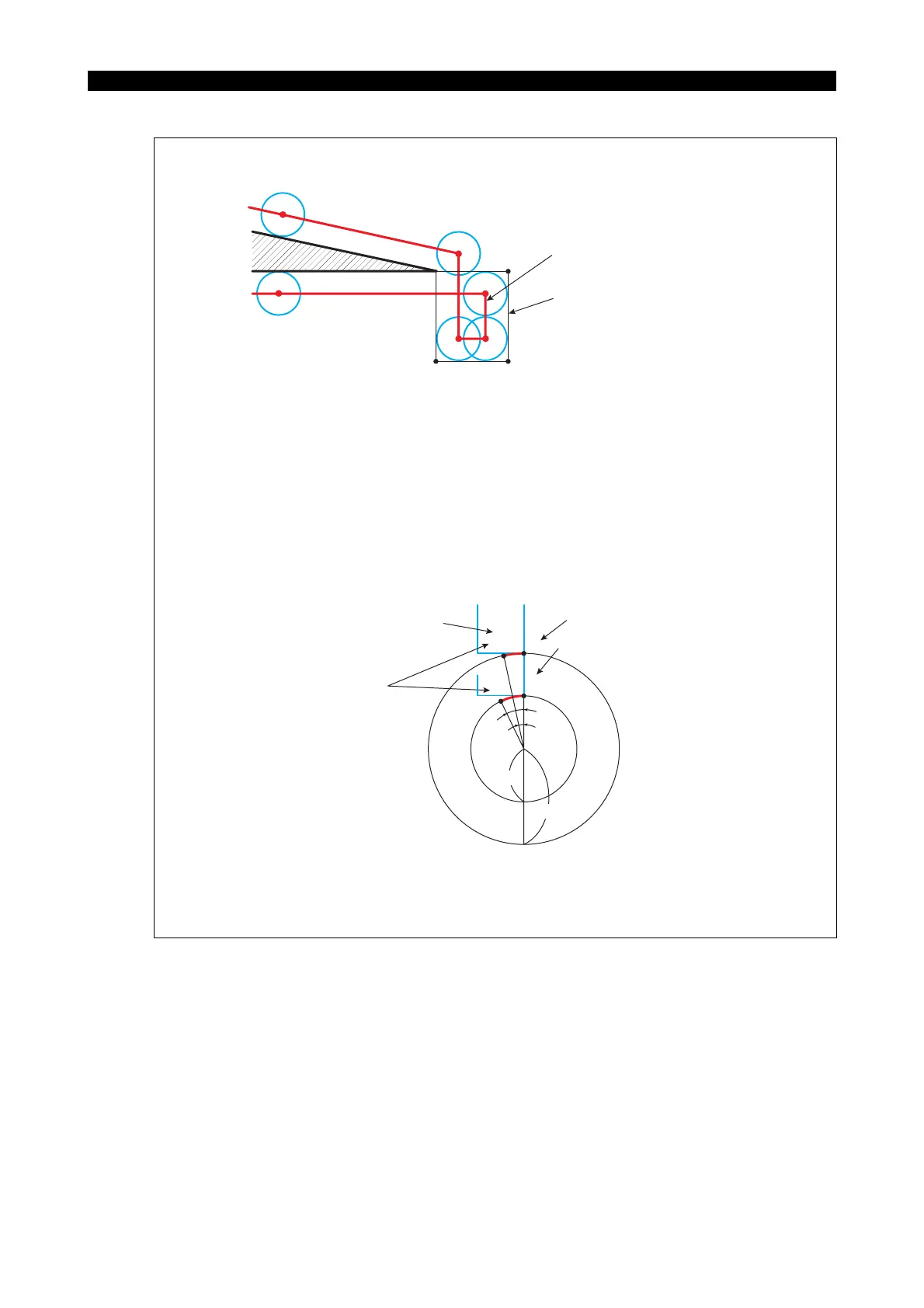
To avoid such a problem, it is necessary to change the program as shown in the figure below.
• An alarm occurs if the X position is changed during the cutter radius compensation on the G119
plane (C-X-Z plane). This is because the compensation plane is changed when the X value is
changed on the G119 plane, thus making it impossible to guarantee the compensation value.
See the figure below.
The commanded points change between A and B according to the X value (XA, XB) even when
the Z-C commands are the same. As illustrated below, the actual compensation values will vary
at points A and B even when a tool of the same diameter is used.
Exam
le of Pro
rammed Esca
e
Tool paths after compensation
Programmed tool paths
Cutter Radius Compensation for Contour Generation
Cutting tool
Commanded point when X = XA
Commanded point
after compensation
Commanded point
when X = XB
Machining (Side) Viewed from Front
A
A'
B
B'
CB
CA
XA
XB