5238-E P-138
SECTION 7 FIXED CYCLES
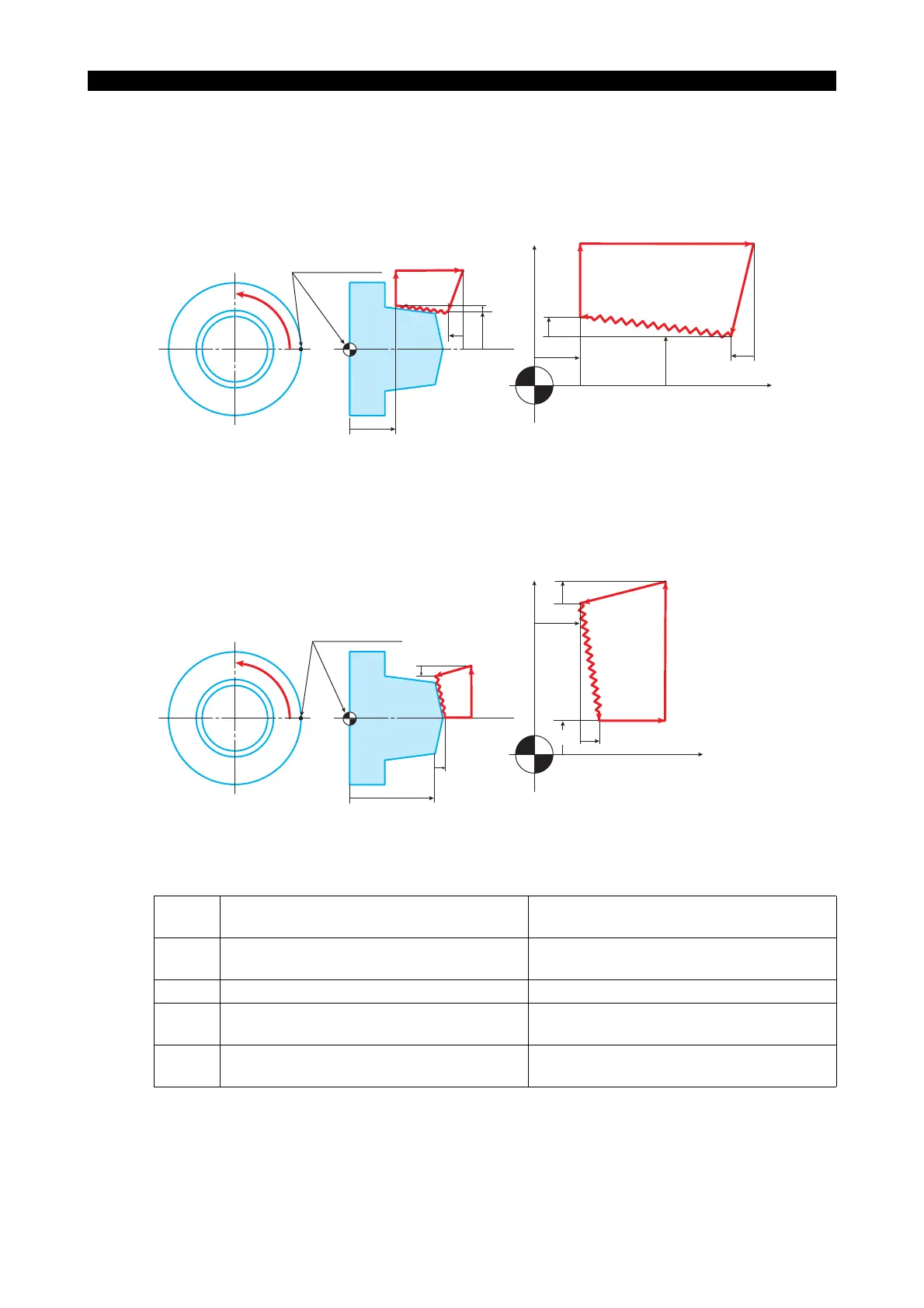
8-2-3. G185, G186, G187, and G188 modes
In these modes, the following cycle is carried out in a single block of commands.
Longitudinal Thread Cutting (G185 and G187)
LE33013R0300900300001
Transverse Thread Cutting (G186 and G188)
LE33013R0300900300002
In G187 or G188 mode operation, only sub cycles Q
1
and Q
2
are carried out.
Longitudinal Thread Cutting
(G185 and G187)
Transverse Thread Cutting
(G186 and G188)
Q
1
Positioning of X-, Z- (Z ± K) and C-axis at the
rapid feedrate
Positioning of X- (X ± I), Z- and C-axis at the
rapid feedrate
Q
2
Cutting along X- (X ± I), Z- and C-axis Cutting along X-, Z- (Z ± K) and C-axis
Q
3
Positioning of X-axis at the starting point of
sub cycle Q
1
at the rapid feedrate
Positioning of Z-axis to the starting point of
sub cycle Q
1
at the rapid feedrate
Q
4
Positioning of Z-axis at the starting point of
sub cycle Q
1
at the rapid feedrate
Positioning of X-axis to the starting point of
sub cycle Q
1
at the rapid feedrate
C90°
C0°
(Diagram)
Program zero
Q
2
Q1
Q3
Q4
Q2
Q1
Q3
Q4
X/2
I/2
X/2
I/2
C
Z
Z
(Actual Example)
K
K
C90°
C0°
(Diagram)
Program zero
Q
2
Q1
Q3
Q4
Q2
Q1
Q3
Q4
X/2
X/2
I/2
I/2
C
Z
Z
(Actual Example)
K
K