5238-E P-154
SECTION 7 FIXED CYCLES
[Supplement]
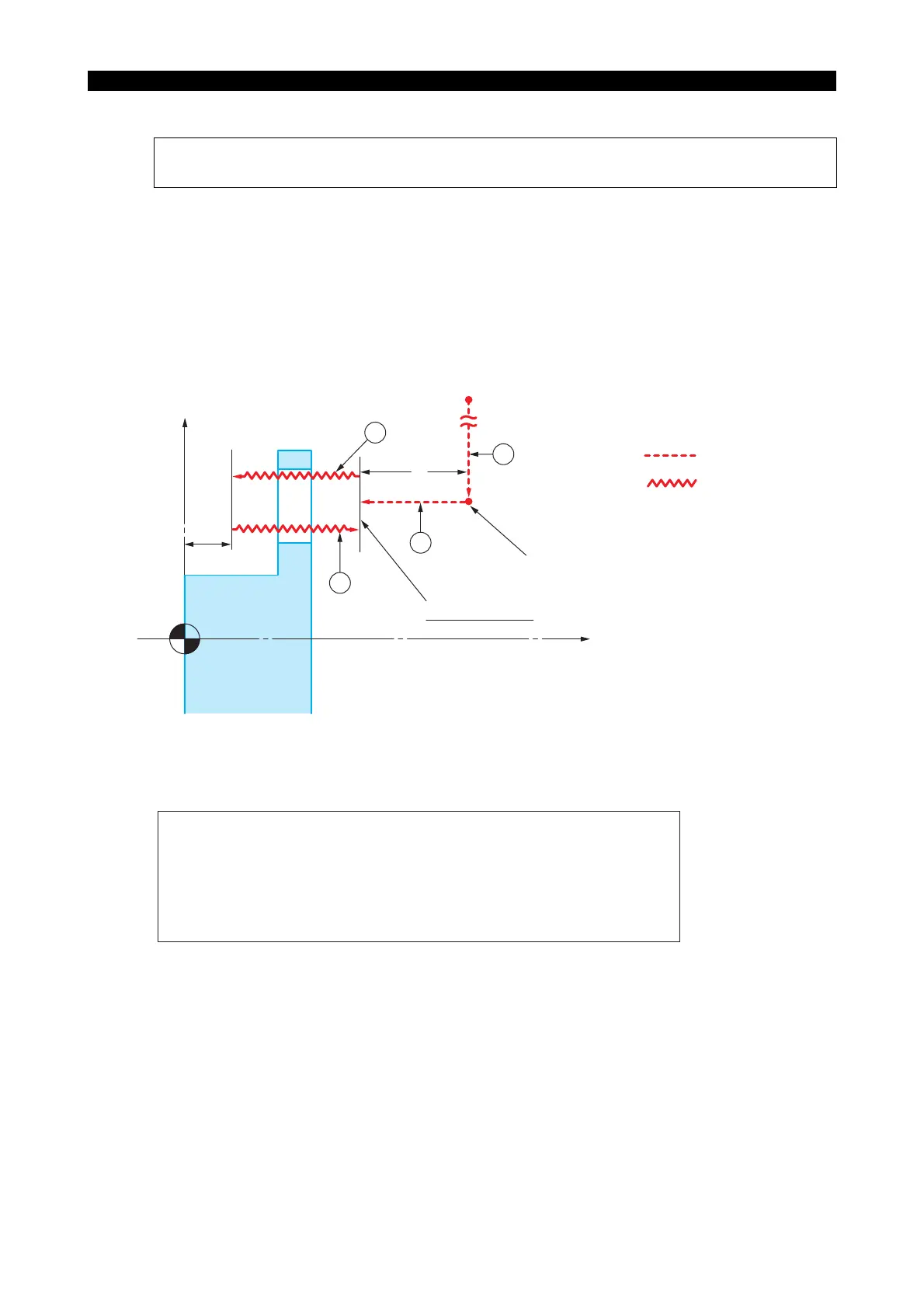
8-15-1. Forward Tapping Cycle (G178)
LE33013R0300900440001
[Programming format]
LE33013R0300900440002
Cycle operation
When the one-point clutch specification is not selected for the M-tool spindle clutch, its start point
is not guaranteed even when a D command is designated.
J : Number of threads
Whenever the number of threads per inch is specified with inch taps, it is convenient to
use J as an indicator, to avoid confusion with metric measurements.
Q : Number of holes (for details, refer to “Repeat Function”).
Q
1
: The axes are positioned at the coordinates (X
1
, C) at the rapid feedrate, and M-tool spindle
rotation is stopped.
Q
2
: The axes are positioned at the cutting start point (Z
0
, -K) at the rapid feedrate.With M-tool
spindle one-point clutch models, the M-tool spindle oscillates after the completion of
positioning at (Z
0
, -K) to engage the clutch.
When a D command had been designated, the M-tool spindle is positioned at point D
along the tapping rotation direction.
Q1
Q3
Q4
Q2
(X1, Z0)
(X
0, Z0)
K
Z
1
Cutting start point
Rapid feed
Cutting feed
(synchronized feed)
Cycle start point
N100
N101
N102
N103
G00
G94
G178
G180
X0
X1
Z0
Z1 C
SB=
KFD
:
: