5238-E P-159
SECTION 7 FIXED CYCLES
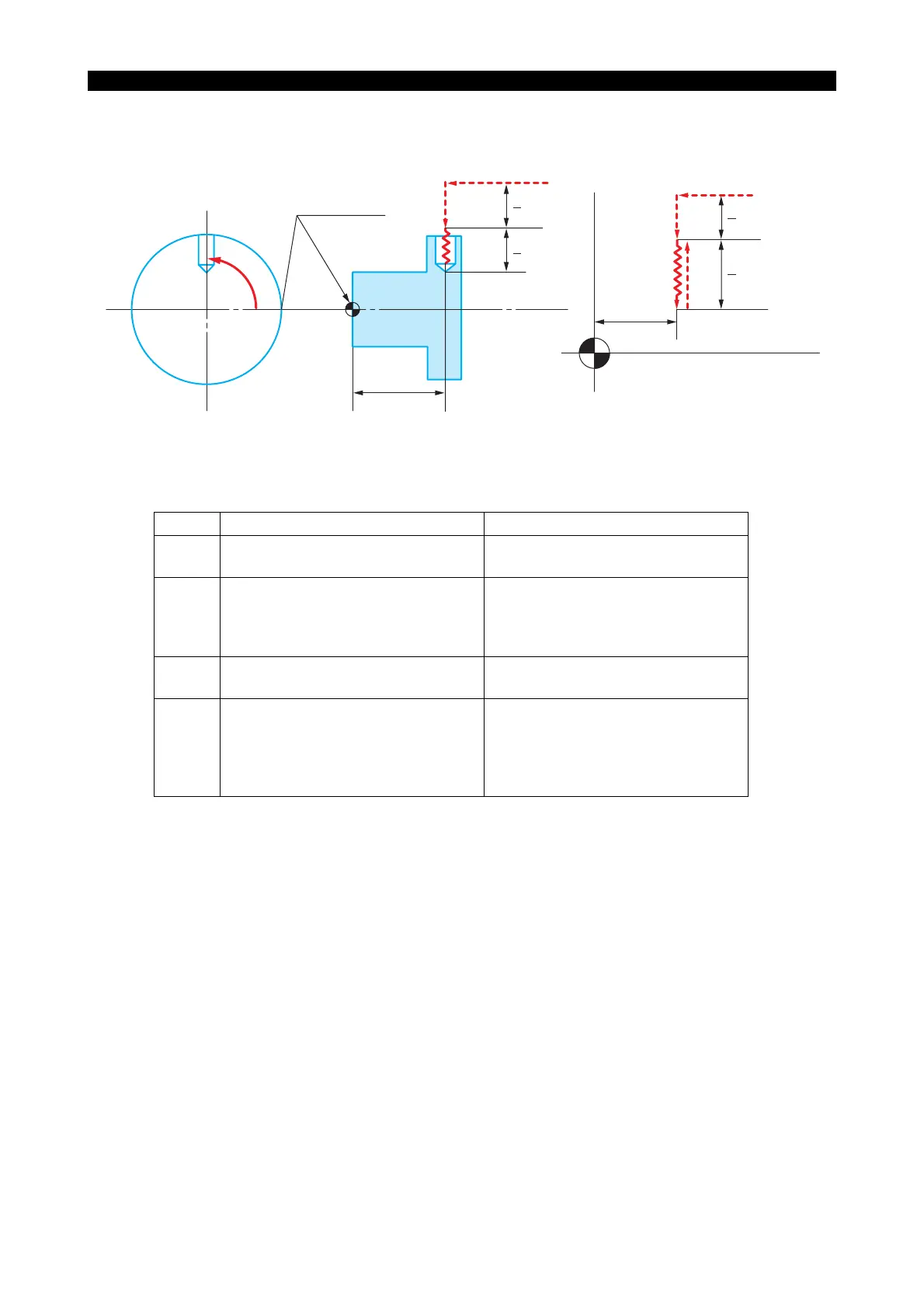
Side Machining (With I command)
LE33013R0300900480005
• For I and K commands, only a positive value is allowed. If a negative value is specified, an
alarm occurs.
• The direction of axis feed is automatically determined. The axis is fed in the determined
direction by the amount specified by the I or K command.
• With an R command, the direction of drilling is determined by the plus or minus sign. In the
example above, the R value is negative.
Face Machining (With K command) Side Machining (With I command)
Q
1
Positioning of X- and C-axis at the
rapid feedrate
Positioning of Z- and C-axis at the
rapid feedrate
Q
2
Positioning of Z-axis to the point
defined by incremental amount "±K"
from the present position at the rapid
feedrate
Positioning of X-axis to the point
defined by incremental amount "±I"
from the present position at the rapid
feedrate
Q
3
Cutting along Z-axis up to the
commanded point Z
Cutting along X-axis up to the
commanded point X
Q
4
Z-axis returns to the point where
cutting started (Q
3
) either at a
specified feedrate or the rapid
feedrate depending on the called
fixed cycle mode.
X-axis returns to the point where
cutting started (Q
3
) either at a
specified feedrate or the rapid
feedrate depending on the called
fixed cycle mode.
C90°
C0°
(Diagram)
Program zero
Q
2
Q1
Q3
Q2
Q1
Q3
Q4
Q4
2
C
Z
Z
I
(Actual Example)
2
I
2
R
2
R