5238-E P-188
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
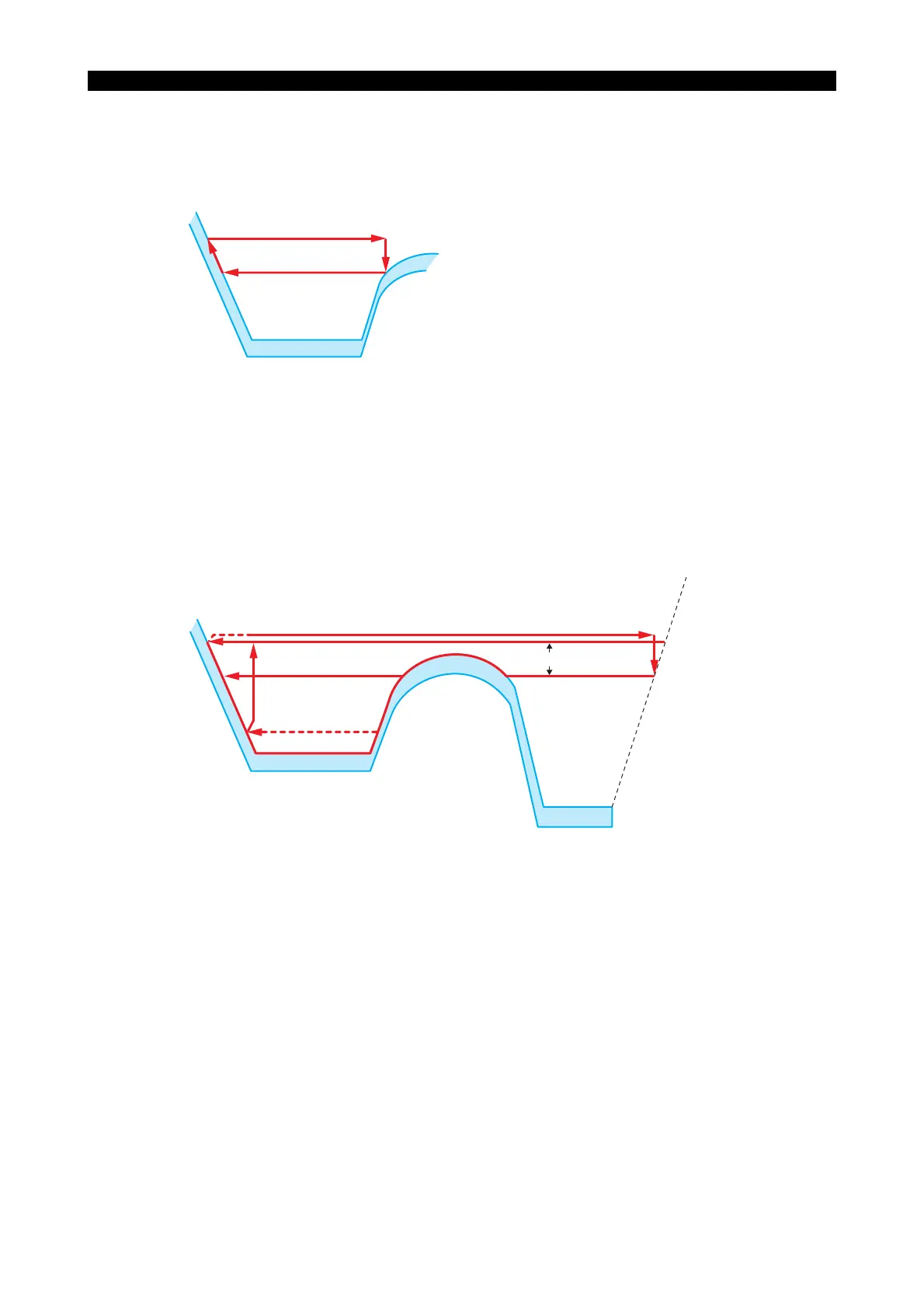
(11) Subsequently, steps (6) and (7) are repeated. The Z-axis then returns to the point where
cutting along the X-axis was started in the G01 mode in step (10). After the completion of Z-
axis positioning, the X-axis is positioned at the point where the previous cutting cycle was
started.
LE33013R0301000140007
(12) Steps (10) and (11) are repeated until the most recessed section along the X-axis has been cut.
After that, both the X- and Z-axes retract by 0.1 mm (radius value for the X-axis), and the X-axis
is positioned at the coordinate value for "first cutting level D along the descending slope + 0.2
mm". The Z-axis returns to the point which has the same coordinate value as the starting point
D of the cutting cycle of the descending slope + 0.2 mm". The Z-axis returns to the point which
has the same coordinate value as the starting point of the cutting cycle of the descending slope
with depth of cut D. The X-axis is then positioned at that point.
LE33013R0301000140008
Z-axis return path
1st path with depth of cut "D" in current
descending slope cutting Feedrate
( Z
S, XS )
Eg Feedrate Ef
D / 2