5238-E P-195
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
(7) This completes the first rough cutting cycle. The new XOFF and ZOFF are calculated and
steps (4) through (6) are repeated.
The positions for the Nth cycle are calculated as follows.
LE33013R0301000180005
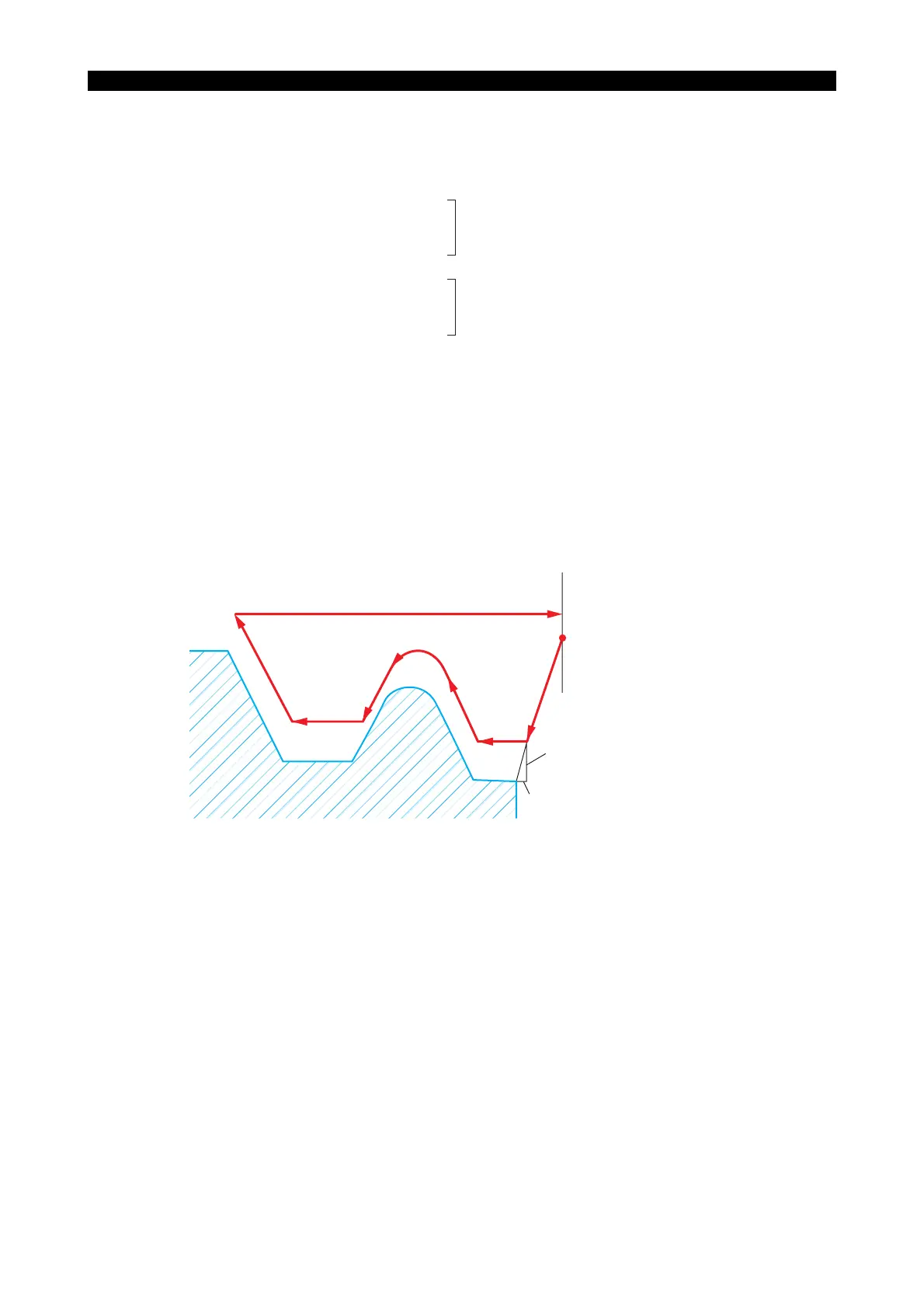
(8) The steps indicated above are repeated until the infeed point reaches or exceeds "Xa + U". At
the point where this happens, the control takes (XOFF, ZOFF) to be (0, 0) and cuts along a path
offset from the specified contour by the amount (U, W).
At the end of contour definition, the Z-axis moves to the same Z coordinate position as the AP
starting point, then the X-axis moves to the AP starting point.
LE33013R0301000180006
(9) This completes the rough turning cycle and the commands in the block following N0123 are
executed.
Xp = Xs – N × D
Zp = Za + W + (Zs – Za – W)
(1 – N × D/(Xs – Xa – U))
Xp = Xa + U + (Xs – Xa – U)
(1 – N × D/(Zs – Za – W))
Zp = Zs – N × D
XOFF = Xp – (Xa + U)
ZOFF = Zp – (Za + W)
Longitudinal direction
Transverse direction
Zs
U/2
W
AP starting point
(Zs, Xs)