5238-E P-207
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
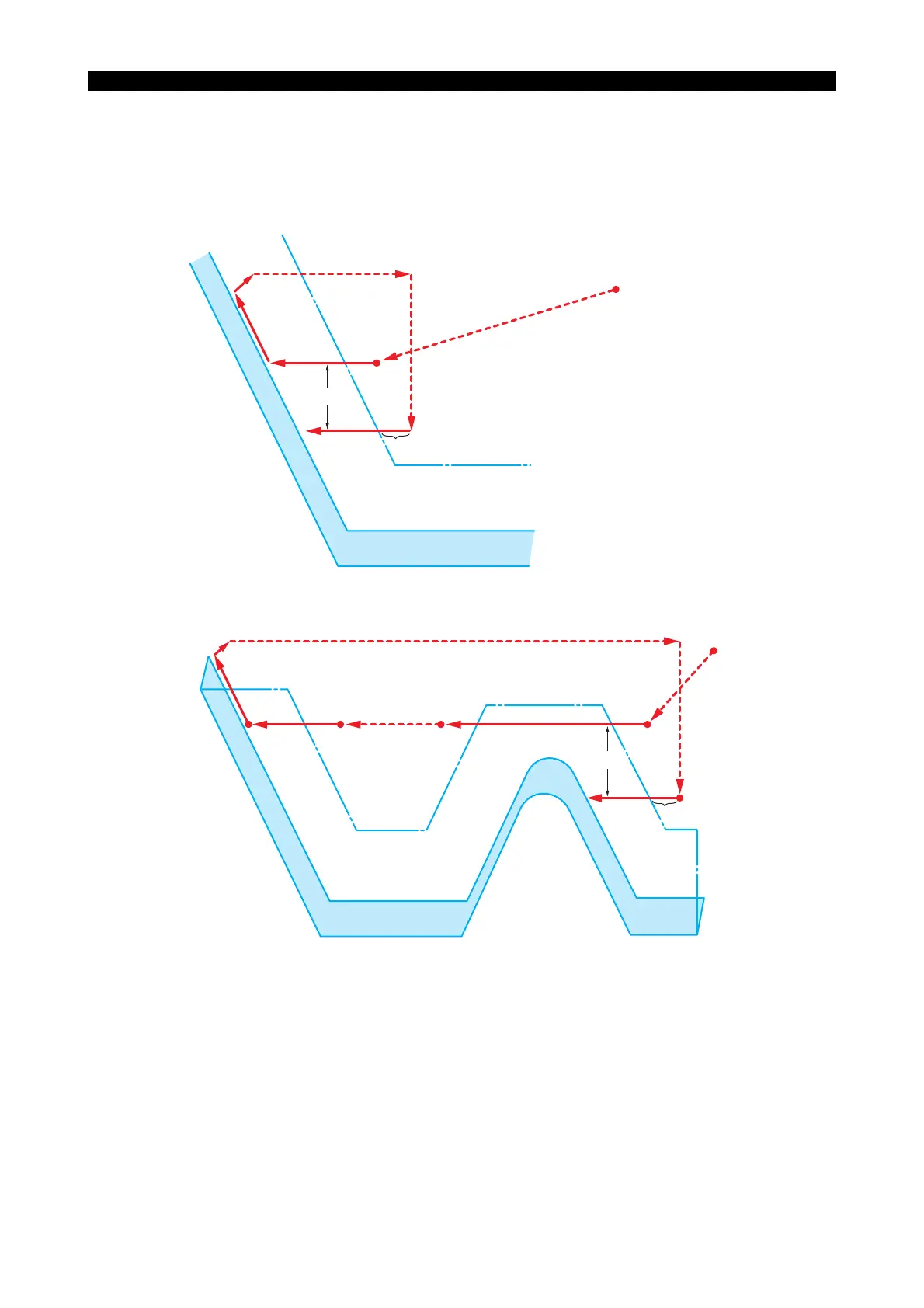
(8) This completes the first rough turning cycle. The Z-axis returns to the next infeed point at the
rapid feedrate and then the X-axis to Xs.
The next infeed starting point is the point distanced from the point of intersection between the
blank material shape and the line which is parallel to the Z-axis and whose X-coordinate is "the
X-coordinate of the first infeed line - D" by the LAP clearance amount (Lc).
LE33013R0301000230005
BA
D/2
AP starting point
(Zs, Xs)
LAP clearance
BA′ A
D/2
B′
AP starting point
(Zs, Xs)
LAP clearance
 Loading...
Loading...